
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängtoleranser - Annonser - Färgspruta
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
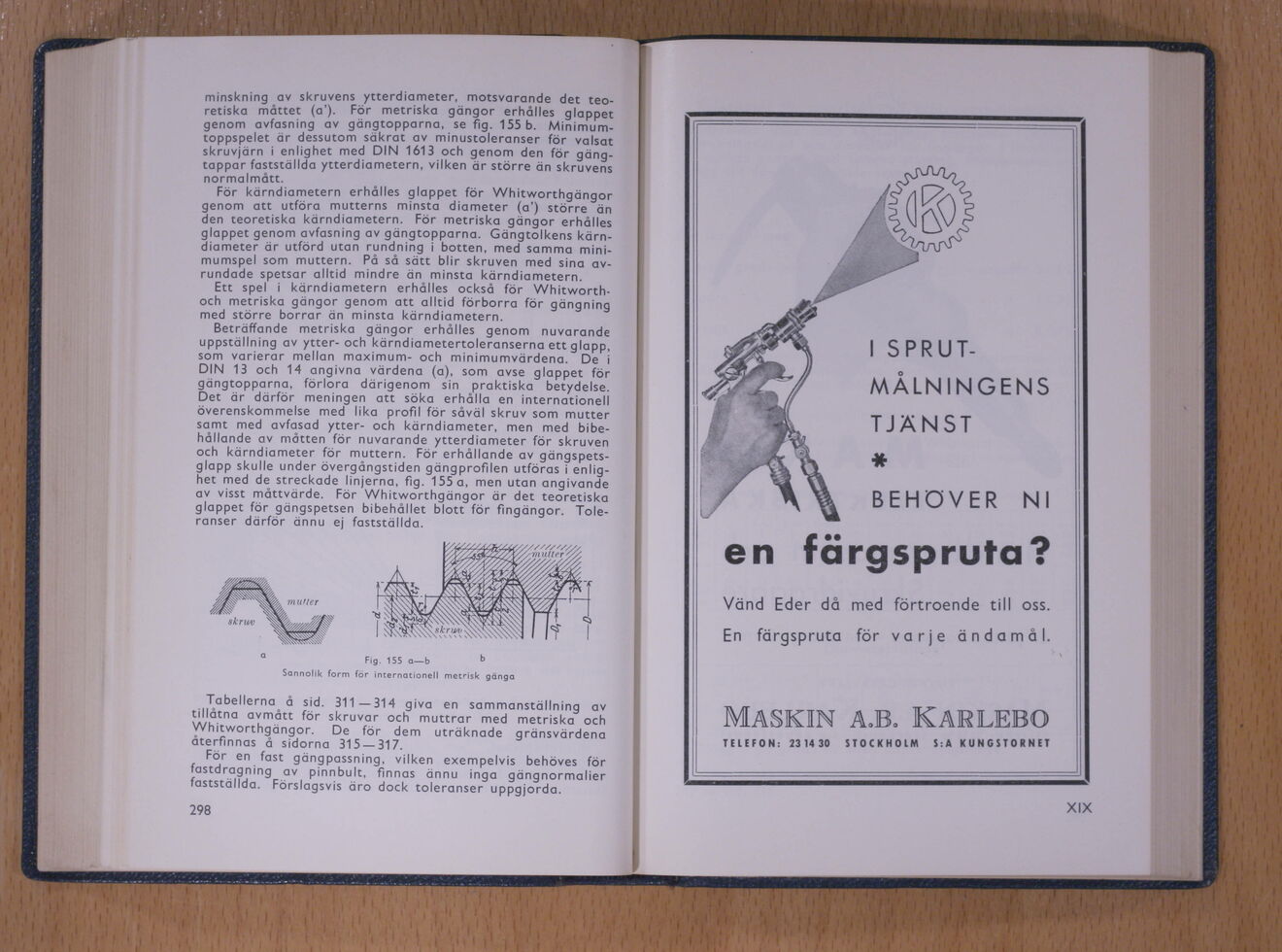
minskning av skruvens ytterdiameter, motsvarande det
teoretiska mattet (a’). För metriska gängor erhålles glappet
genom avfasning av gängtopparna, se fig. 155 b.
Minimum-toppspelet är dessutom säkrat av minustoleranser för valsat
skruvjärn i enlighet med DIN 1613 och genom den för
gäng-tappar fastställda ytterdiametern, vilken är större än skruvens
normalmått.
För kärndiametern erhålles glappet för Whitworthgängor
genom att utföra mutterns minsta diameter (a’) större än
den teoretiska kärndiametern. För metriska gängor erhålles
glappet genom avfasning av gängtopparna. Gängtolkens
kärn-diameter är utförd utan rundning i botten, med samma
minimumspel som muttern. På så sätt blir skruven med sina
avrundade spetsar alltid mindre än minsta kärndiametern.
Ett spel i kärndiametern erhålles också för
Whitworth-och metriska gängor genom att alltid förborra för gängning
med större borrar än minsta kärndiametern.
Beträffande metriska gängor erhålles genom nuvarande
uppställning av ytter- och kärndiametertoleranserna ett glapp,
som varierar mellan maximum- och minimumvärdena. De i
DIN 13 och 14 angivna värdena (a), som avse glappet för
gäng topparna, förlora därigenom sin praktiska betydelse.
Det är därför meningen att söka erhålla en internationell
överenskommelse med lika profil för såväl skruv som mutter
samt med avfasad ytter- och kärndiameter, men med
bibehållande av måtten för nuvarande ytterdiameter för skruven
och kärndiameter för muttern. För erhållande av
gängspets-glapp skulle under övergångstiden gängprofilen utföras i
enlighet med de streckade linjerna, fig. 155a, men utan angivande
av visst måttvarde. För Whitworthgängor är det teoretiska
glappet för gangspetsen bibehållet blott för fingängor.
Toleranser därför ännu ej fastställda.
Tabellerna a sid. 311-314 giva en sammanställning av
tillåtna avmätt for skruvar och muttrar med metriska och
Whitworthgängor. De for dem uträknade gränsvärdena
återfinnas å sidorna 315 — 317.
For en fast gangpassning, vilken exempelvis behöves för
fastdragning av pinnbuk, finnas ännu inga gängnormalier
fastställda. Förslagsvis aro dock toleranser uppgjorda
298
U*
OpS^
[-SPRUT-MÅLNINGENS-]
{+SPRUT-
MÅLNINGENS+}
TJÄNST
#
BEHÖVER N
en färgspruta?
Vänd Eder då med förtroende till oss.
En färg spruta för varje ändamål.
Maskin a.b. Kaklebq
TELEFON: 23 14 30 STOCKHOLM S:A KUNGSTORNET
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}