
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Gängskärning - Gängtolkar - Gängmätning med trådar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
bitar användas som mellanlägg vid mätningen. Hänsyn måste
då tagas till mellanläggets tjocklek vid måttavläsningen. Vid
kontrollering med mikrometer eller liknande mätverktyg är
mätnoggrannheten beroende av mättrådarnas rundhet och
gängflankens planhet. Mätningarna kunna utföras mera
noggrant, om minimetrar med konstant mättryck användas.
Fig. 164
To le råns-H ak mätt
Fig 165
Matverl-tyg for gango
Det i tabellen å sid. 307 införda mätavståndet P (avstånd
mellan mätytorna) gäller for noggrant tillverkade gängor.
Det hittills i verkstäderna mest använda mätverktyget för
mätning av gängor är mikrometern med utbytbara spetsar
för olika gängprofiler, se fig. 163. Mätspetsarna äro utförda
med korta mätytor. men skall mätningen alltid utföras över
gäng flankens medeldiameter.
306
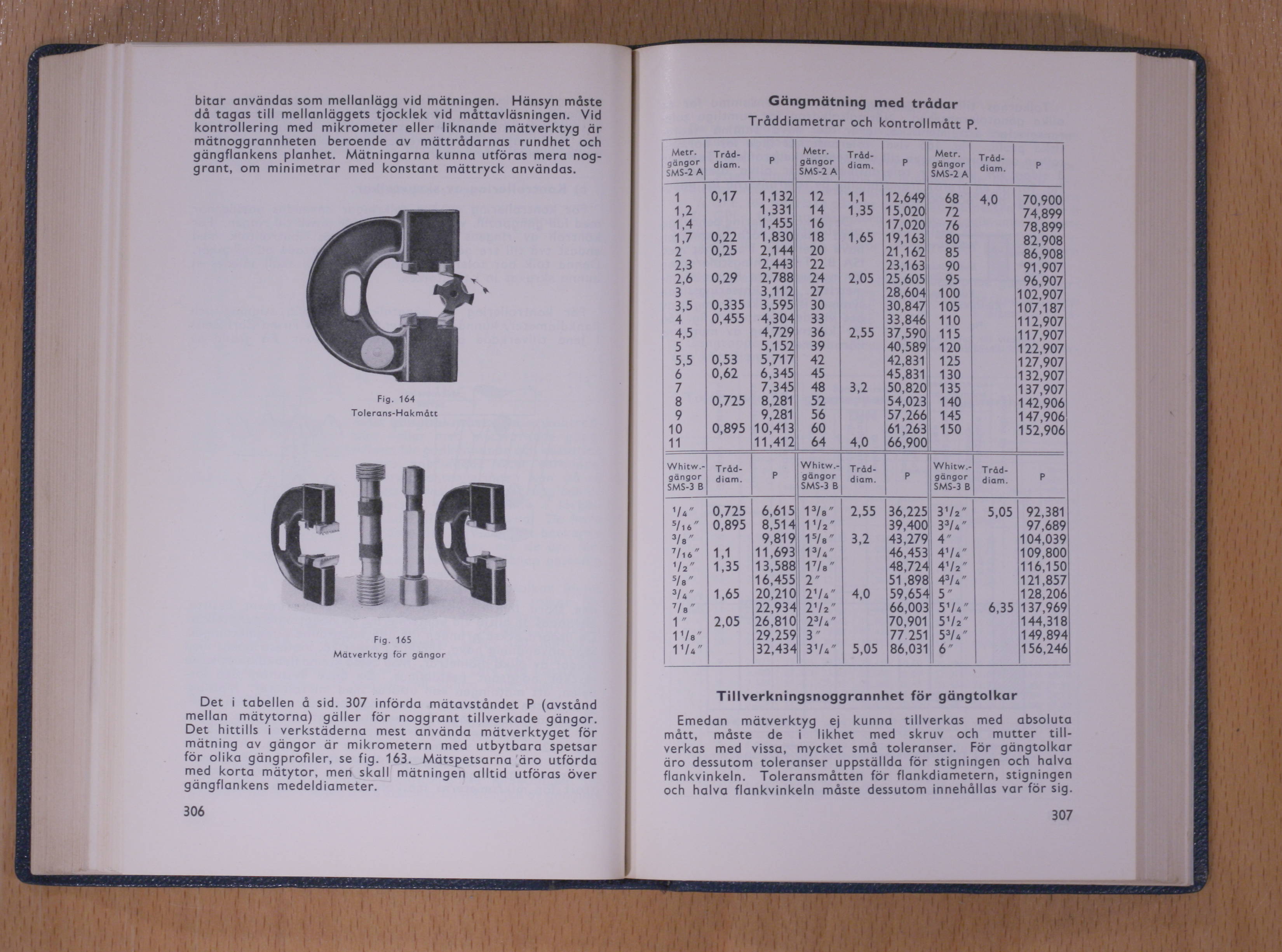
Gängmätning med trådar
Tråddiametrar och kontrollmått P.
Metr.
Tråd-
n
Metr.
+ F
Träd-
i, Metr.
Tråd-
(angor
diam.
P
gangor
diam.
P <i gängor
H i n in
p
,M5-2 A
SMS-2 A
I
j SMS-2 A
UIQITli
1
0,17
1,132
i
12
1.1
12,649
68
4,0
70,900
1,2
1,331
14
1,35
15,020
72
74,899
1,4
1,455
16
17,020
76
78,899
17
0,22
1,830
18
1,65
19,163i
80
82,908
2
0,25
2,144
20
21,162!
85
86,908
2,3
2,443
22
23,163!. 90
91,907
2,6
0,29
2,788
24
2,05
25,605!
95
96,907
3
3,112
27
28,604!
100
102,907
3,5
0,335
3,595
30
30,847
105
107,187
4
0,455
4,304
i 33
33,846
110
112,907
4,5
4,729
i 36
2,55
37,590’ 115
117,907
5
5,152
39
40,589, 120
122,907
5,5
0,53
5,717
42
42,831, 125
127,907
6
0,62
6,345
45
45,831. 130
132,907
7
7,345
! 48
3,2
50,820j 135
137,907
8
0,725
8,281
i 52
54,023 140
142,906
9
9,281
: 56
57,266 145
147,906
10
0,895
10,413
! 60
61,263 j 150
152,906
11
11,412
; 64
4,0
66,900
l
Whitw.-
Tråd-
, Whitw.-
I
Trdd-
I I
[i Whitw.-
Träd-
gängor
diam.
P
gängor
diam.
P ’ gängor
diam.
p
SMS-3 B
i
i SMS-3 B
i
SMS-3 B
V*"
0,725
6,615
13/Q"
2,55
36,225 31/2"
5,05
92,381
5/.6"
0,895
8,514
- i1/2"
39,400’ 33/4"
97,689
3/e"
9,819
>! i5/8"
3,2
43,279 4"
104,039
7/l6"
1,1
11,693
i
i1’ vw
46,453 VU"
109,800
1/2"
1,35
13,588
t: VU"
48,724 4V2"
116,150
5/e"
i
16,455
> 2"
51,898 43/a"
121,857
2U"
1,65 20.21C
) VU"
4,0
59,654 5
128,206
7/s "
22,934 21/2"
66,003 57*’ 6,35
137,969
. 1
2,05
26,81 C
) 23/4"
70,901 5V2"
144,318
11/e"
29,25<S
> 3"
77 251 53/*"
149,894
11/*–
32,434 31/*"
5,05 86,031 6"
v
156,246
Tillverkningsnoggrannhet för gängtolkar
Emedan mätverktyg ej kunna tillverkas med absoluta
matt, måste de i likhet med skruv och mutter
tillverkas med vissa, mycket små toleranser. För gängtolkar
aro dessutom toleranser uppställda för stigningen och halva
flankvinkeln. Toleransmåtten för flankdiametern, stigningen
och halva flankvinkeln måste dessutom innehållas var för sig.
307
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}