
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Fräsning - Annonser - Fräsmaskiner

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
undantagsvis tillverkas med radiellt gående skär.
Efter-svarvade fräsar. vilka skärpas medelst slipning av skärens
framsida, erhålla en ansatsvinkel (släppning) av ungefär 7
till 12’", för att förbättra skärförmågan. Fräständernas
skärvinkel blir på så sätt nästan lika med svarvstålets. Då det av
ekonomiska skäl — för att spara på lagerhållningen av
dyrbara verktyg — är nödvändigt att bearbeta olika material
med samma fräsar, måste ett medelvärde väljas för
skärvinkeln, se tabell överst å sid. 327. Slipvinkeln väljes mindre
ju hårdare materialet är. Ansatsvinkeln skall vara större
för större spiral och när grövre matning användes.
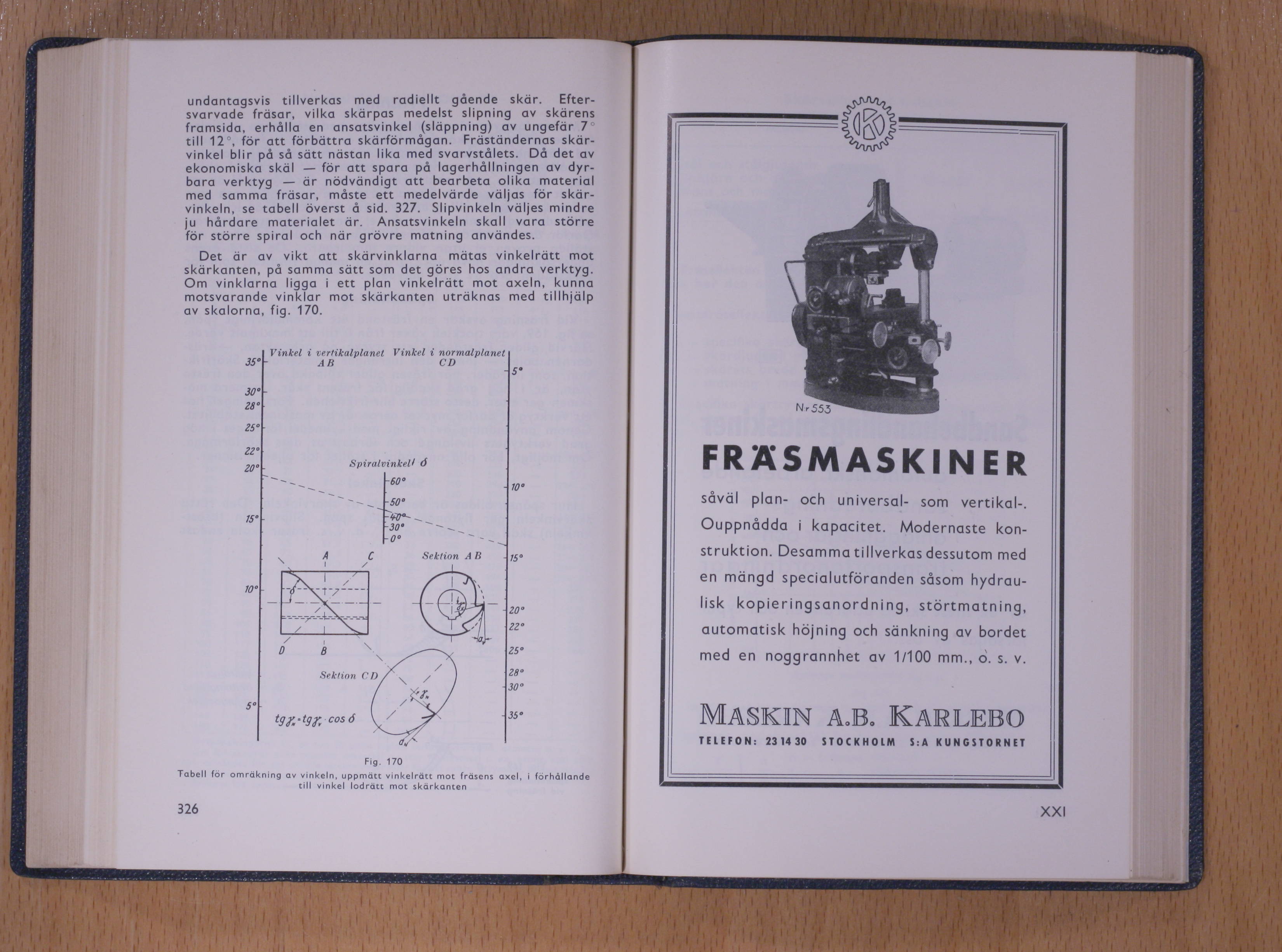
Det är av vikt att skärvinklarna mätas vinkelrätt mot
skärkanten, på samma sätt som det göres hos andra verktyg.
Om vinklarna ligga i ett plan vinkelrätt mot axeln, kunna
motsvarande vinklar mot skärkanten uträknas med tillhjälp
av skalorna, fig. 170.
Fig. 170
Tabell for omräkning av vinl<eln, uppmätt vinkelrätt mot frasens axel, i forhållande
till vinkel lodratt mot skar kanten
326
FRÄSMASKINER
såväl plan- och universal- som vertikal-.
Ouppnådda i kapacitet. Modernaste
konstruktion. Desamma tillverkas dessutom med
en mängd specialutföranden såsom
hydraulisk kopieringsanordning, störtmatning,
automatisk höjning och sänkning av bordet
med en noggrannhet av 1/100 mm., o. s. v.
Maskin AoB. Kaklebq
TELEFON: 23 14 30 STOCKHOLM S:A KUNGSTORNET
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}