
Full resolution (JPEG) - On this page / på denna sida - 8. Bearbetning med skärverktyg - Fräsning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
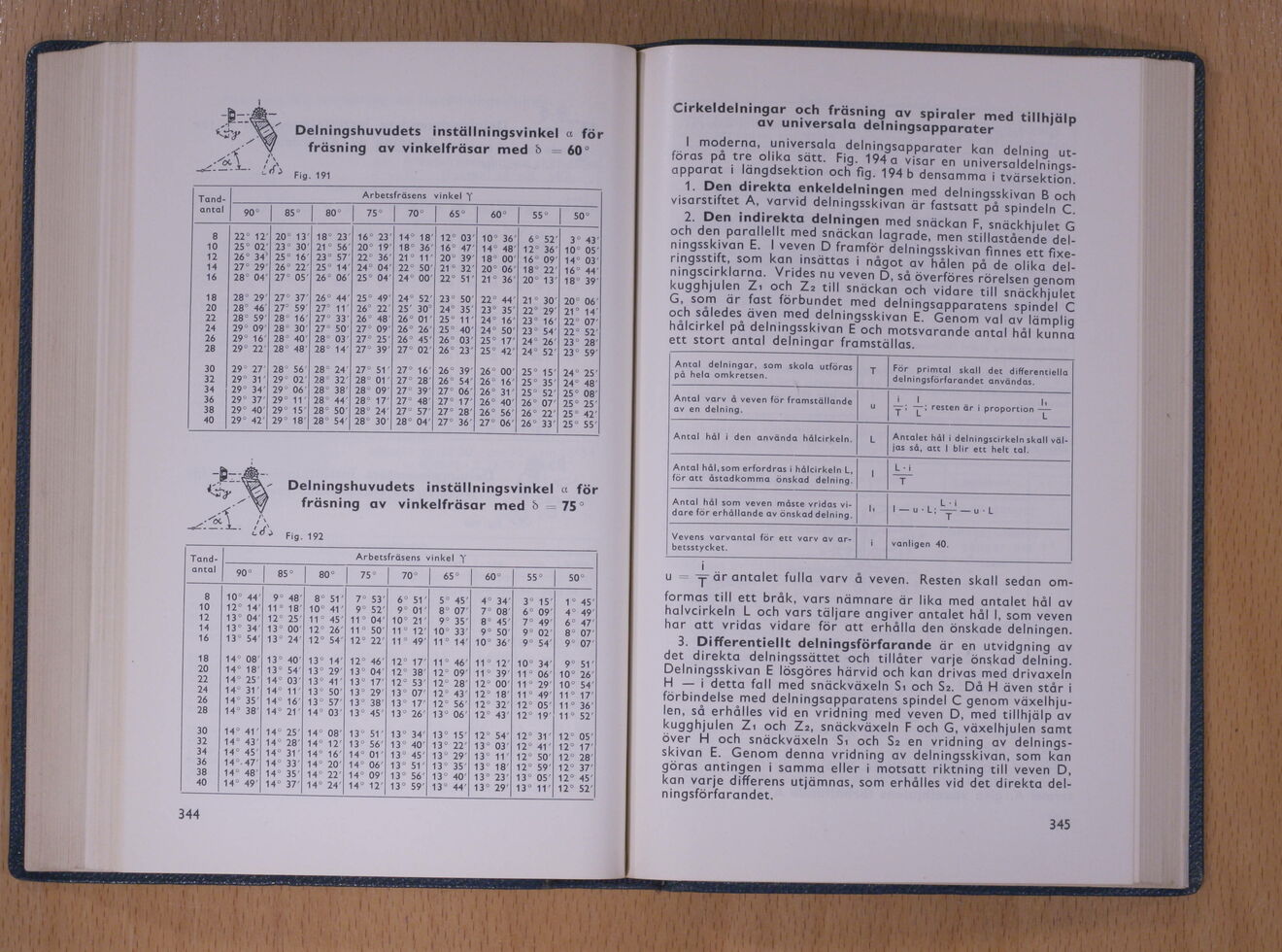
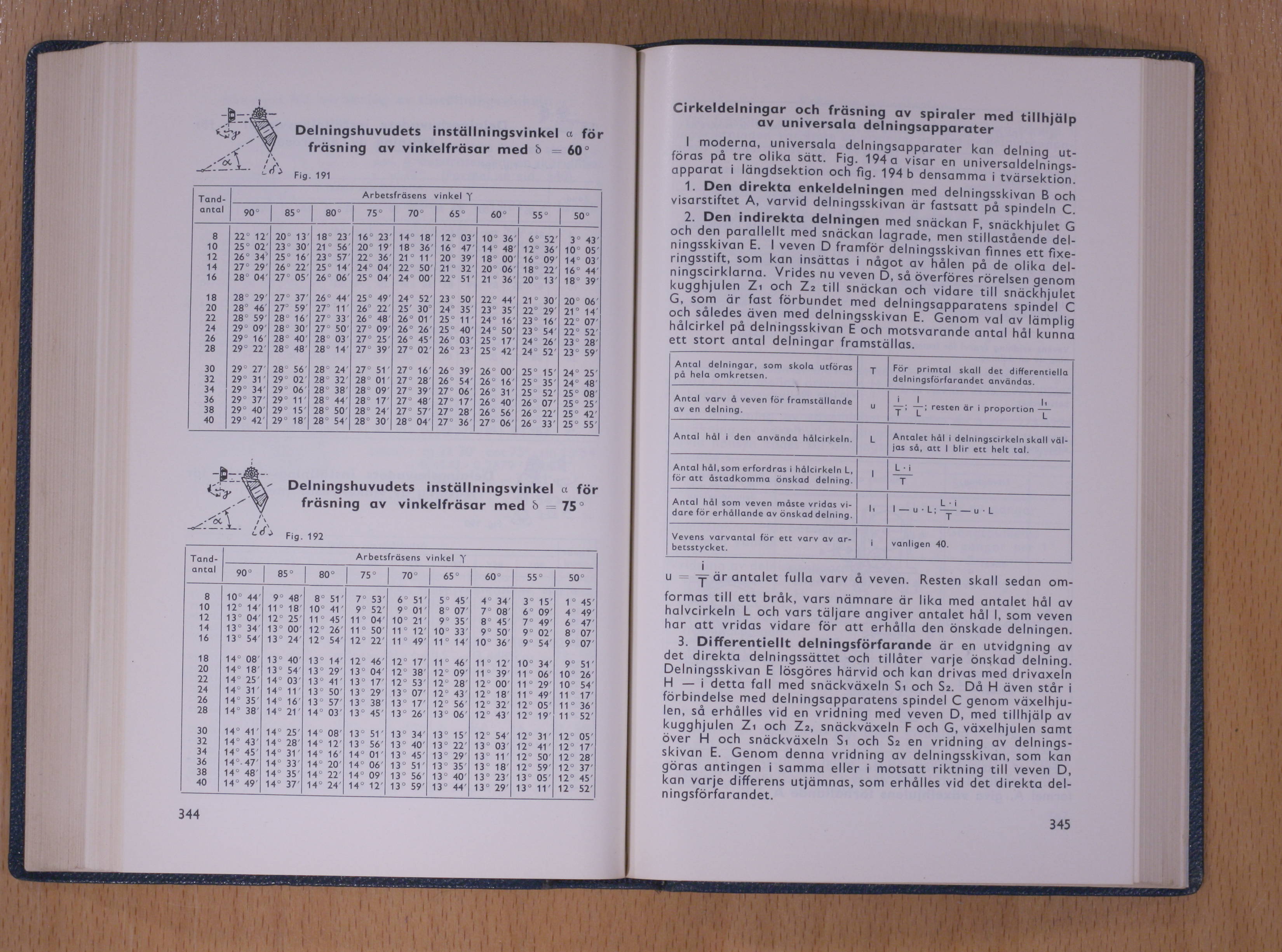
Delningshuvudets inställningsvinkel a för
fräsning av vinkelfräsar med & – 60°
Fig. 191
43
05’
03’
44
39’
06
14’
07’
52’
28’
59
25’
48
08
25’
42’
55’
J"T~ J
Ar
betsfrasens vinkel Y
] and-
D-
ancol
90-
85
8(
75
70
65
60
55
50
8
10
44
9
48
8
i
51
7
53
6 51
5 45
4
34’
3
15’
1 45’
10
12
14’
11
18
10
41
9
52
9 01
8 07’
7
08
6
09
4 49’
12
13
04’
12
25
11
45’
11
04
10 21
9 35
8
45’
7
49
6 47
14
13
34
13
00’
12
26
11
50
11 12
10 33
9-’
50
9
02
8 07
16
13
54
13
24
12
54
12
22
11 49’
11 14’
10
36’
9
54’
9 07
18
14
08
13
40’
13
14
12
46
12 17
11 46’
11
12
10
34
9 51’
20
14
18
13
54
13
29
13
04
12 38
12 09
11
39
11
06
10 26
22
14
25
14
03
13
41
13
17
12 53
12 28
12
00’
11
29
10 54
24
14
31
14
11
13
50
13
29
13 07
12 43
12
18’
11
49
11 17’
26
14
35
14
16
13
S7
13
38
13 17’
12 56
12
32
12
05
11 ’ 36
28
14
38
14
21
14
03
13
45
13 26’
13 06
12
43
12
19
11 52’
30
14 ’
41
14
25
14
08
13
51
13 34
13 15
12
54’
12
31’
12 05’
32
14
43’
14
28
14
12
13
56
13 40
13 22’
13
03
12
41’
12 17’
34
14
45
14
31’
14
16
14
01
13 45
13 29
13
11 ’
12
50’
12 28
36
14
47
14
33
14
20
14
06
13 51’
13 35
13
18
12
59
12 37’
38
14
48’
14
35
14
22
14
09
13 56
13 40
13
23’
13
05
12 45
1 40
14
49 14
37
14
24
14
12
13 59
13 44’
13
29
13
11’
12 52’
344
Cirkeldelningar och fräsning av spiraler med tillhjälp
av universala delningsapparater
I moderna, universala delningsapparater kan delning
utföras på tre olika sätt. Fig. 194a visar en
universaldelnings-apparat i längdsektion och fig. 194 b densamma i tvärsektion.
1. Den direkta enkeldelningen med delningsskivan B och
visarstiftet A, varvid delningsskivan är fastsatt på spindeln C.
2. Den indirekta delningen med snäckan F, snäckhjulet G
och den parallellt med snäckan lagrade, men stillastående
delningsskivan E. I veven D framför delningsskivan finnes ett
fixeringsstift, som kan insättas i något av hålen på de olika
delningscirklarna. Vrides nu veven D, så överföres rörelsen genom
kugghjulen Zi och Z2 till snäckan och vidare till snäckhjulet
G, som är fast förbundet med delningsapparatens spindel C
och således även med delningsskivan E. Genom val av lämplig
hålcirkel på delningsskivan E och motsvarande antal hål kunna
ett stort antal delningar framställas.
Antal delningar, som skola utföras pa hela omkretsen.
T
För primtal skall det differentiella delningsförfarandet användas.
Antal varv å veven för framställande av en delning.
u
i 1 h —; -—; resten är i proportion -—
Antal häl i den använda hål cirkeln.
L
Antalet hål i delningscirkeln skall valjas så, att 1 blir ett helt tal.
Antal hål.sorn erfordras i hålcirkeln L, for att åstadkomma önskad delning.
1
L i
T
Antal hål som veven måste vridas vidare for erhållande av Önskad delning.
h
L - i 1 — u L; -—–––-u • L
Vevens varvantal för ett varv av ar-betsstycket.
i
vanligen 40.
I
u
-=P är antalet fulla varv å veven. Resten skall sedan
omformas till ett bråk, vars nämnare är lika med antalet hål av
halvcirkeln L och vars täljare angiver antalet hål I, som veven
har att vridas vidare för att erhålla den önskade delningen.
3. Differentiellt delningsförfarande är en utvidgning av
det direkta delningssättet och tillåter varje önskad delning.
Delningsskivan E lösgöres härvid och kan drivas med drivaxeln
H — i detta fall med snäckväxeln Si och S2. Då H även står i
förbindelse med delningsapparatens spindel C genom
växelhjulen, så erhålles vid en vridning med veven D, med tillhjälp av
kugghjulen Z1 och Z2, snäckväxeln F och G, växelhjulen samt
över H och snäckväxeln Si och S2 en vridning av
delningsskivan E. Genom denna vridning av delningsskivan, som kan
göras antingen i samma eller i motsatt riktning till veven D,
kan varje differens utjämnas, som erhålles vid det direkta
delningsförfarandet.
345
Tandantal
Ar
betsfräsens vinke
•i r
90
85-
80
75"
70
65
60J
55
50
8
22
12’
20
13
18
23
16-
23
14
18’
12
03’
10J
36"
6
52’
3 43
10
25
02
23
30’
21
56
20
19’
18
36
16
47’
14
48’
12-’
36’
10 05’
1 ^^
12
26
34’
25
16’
23
57’
22
36
21
ir
20
39’
18
00’
16
09
14 03
14
27
29
26
22’
25’
14’
24"
04
22
50’
21
32’
20
06’
18
22’
16 44
1 *
16
28
04’
27
05’
26
06
25
04’
24
00
22
51’
21
36’
20
13’
18 39’
18
28
29
27
37’
26
44’
25
49
24
52’
23
50’
22
44’
21
30
20 06
F ^"^
20
28
46
27’
59
27
11
26
22’
25’
30
24
35’
23
35
22’
29
21° 14’
22
28
59’
28
16’
27
33’
26
48
26 ;
or
25
11’
24’
16"
23
16’
22 07
24
29
09
28
30’
27
50
27
09
26
26’
25
40’
24’-
50’
23
54
22 52’
26
29
16’
28
40
28
03
27
25’
26
45’
26
03’
25
17’
24
26’
23 28
28
29
22’
28
48’
28
14
27
39
27
02
26
23
25
42’
24
52’
23 59
30
29
27’
28
56
28
24
27
51
27
16
26
39
26
00’
25-
15’
24 ’ 25
32
29
31 ’
29
02
28
32’
28
01’
27
28’
26
54
26
16
25
’ 35’
24 48
34
29
34’
29
06
28
38
28
09’
27
39
27
06’
26 ’
31’
25-
52’
25 08
36
29
37’
29
11
28
44
28
17’
27
48’
27
17
26’:
40’
26
07
25- 25
^f^ ^m^
38
29
40’
29
15
28
50
28
24’
27
57’
27
28’
26
56’
26
22’
25 42
40
29
42
29
18
28
54’
28
30
28
04’
27
36
27
06’
26
33’
25 55
Delningshuvudets inställningsvinkel för
fräsning av vinkelfräsar med £> 75
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}