
Full resolution (JPEG) - On this page / på denna sida - 11. Maskinelement etc. - Konor, axlar, kilar, spiralfjädrar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
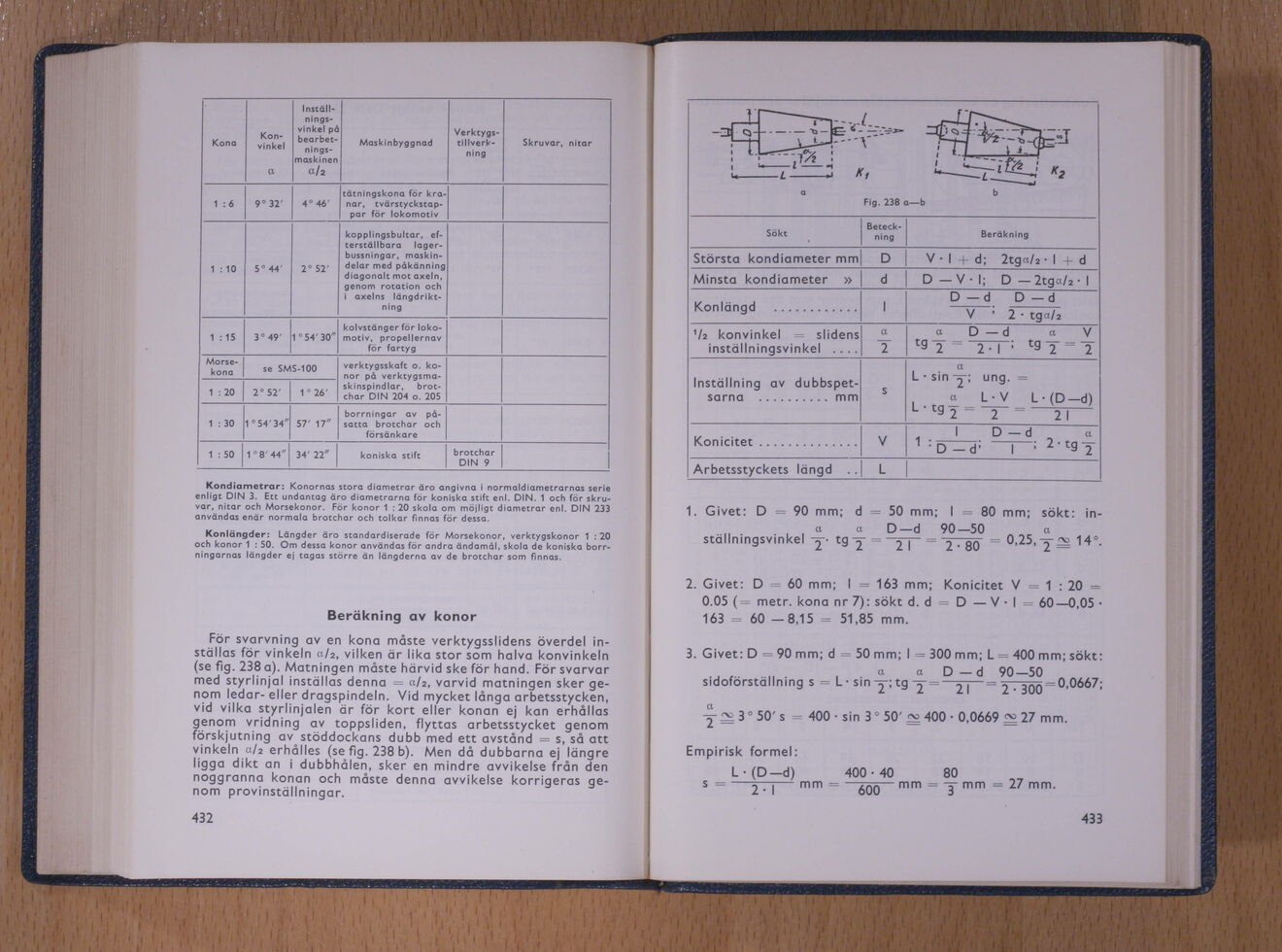
Kona
Kon-vinkel
et
Inställnings-vinkel på bearbetnings-maskinen
Ct/2
Maskinbyggnad
Verktygs-tillverkning
Skruvar, nitar
1 : 6
9° 32’
4r’ 46’
tatningskona for kranar, tvärs tyckstappar för lokomotiv
1 : 10
5" 44’
2’ 52’
kopplingsbultar, ef-terställbara lagerbuss n ingår, maskindelar med pdkänning diagonalt mot axeln, genom rotation och i axelns längdriktning
1 : 15
3" 49’
1 "54’30"
kolvstänger for lokomotiv, propellernav for fartyg
Morsekona
se SMS-100
verktygsskaft o. konor på verktygsmaskinspindlar, brot-char DIN 204 o. 205
1 ; 20
2° 52’ i 1 26’
1 : 30
1 ,: 54’ 34"
57’ 17"
borrningar av påsatta brocchar och forsänkare
j 1 : 50 1 "8 44"
34’ 22"
koniska st rf t
i
brotchar DIN 9
Kondiametrar: Konornas stora diametrar äro angivna i normala1 lametrarnas serie
enligt DIN 3. Ett undantag äro diametrarna for koniska stift enl. DIN. 1 och för
skruvar, nitar och Morsekonor. For konor 1 : 20 skola om möjligt diametrar enl. DIN 233
användas enär normala brotchar och tolkar finnas for dessa.
Konlängder: Längder äro standardiserade för Morsekonor, verktygskonor 1 :20
och konor 1 : 50. Om dessa konor användas for andra ändamål, skola de koniska
borrningarnas längder ej tagas större än längderna av de brotchar som finnas.
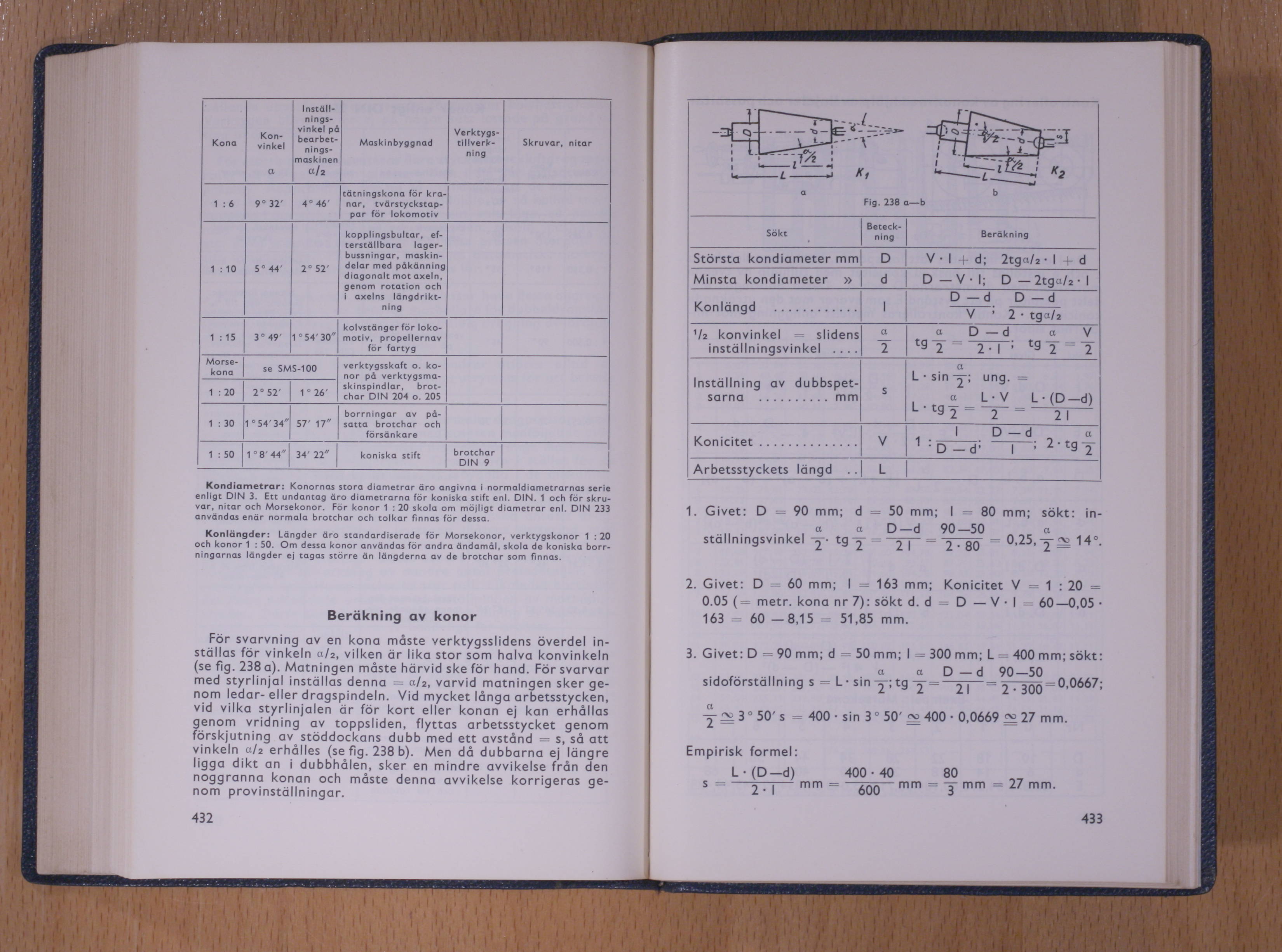
Beräkning av konor
För svarvning av en kona måste verktygsslidens överdel
inställas för vinkeln α/2, vilken är lika stor som halva konvinkeln
(se fig. 238 a). Matningen måste härvid ske för hand. För svarvar
med styrlinjal inställas denna =α/2, varvid matningen sker
genom ledar- eller dragspindeln. Vid mycket långa arbetsstycken,
vid vilka styrlinjalen är för kort eller konan ej kan erhållas
genom vridning av toppsliden, flyttas arbetsstycket genom
förskjutning av stöddockans dubb med ett avstånd = s, så att
vinkeln α/2 erhålles (se fig. 238 b). Men då dubbarna ej längre
ligga dikt an i dubbhålen, sker en mindre avvikelse från den
noggranna konan och måste denna avvikelse korrigeras
genom provinställningar.
432
Fig. 238 a—b
1. Givet: D
90 mm: d
50 mm: !
80
stallmngsvin
kel
a
a
2
tg
D_d 90—50
mm: so
et
kt
in-
2
2
2- 80
0,25.^r^ 14
2
2. Givet: D - 60 mm; I – 163 mm; Konicitet V .-. 1 ; 20
-0.05 ( metr. kona nr 7): sökt d. d D — V I 60—0,05
163 - 60 -8,15
51,85 mm
3. Givet: D -90 mm; d 50 mm; I - 300 mm; L - 400 mm; sökt
u
a
sidoförställning s L • sin -y; tg -=-
D-d 90-50
2!
2- 300
0.0667
a
2
3 ° 50’ s 400 sin 3 ° 50’ _^_ 400 • 0.0669 ~ 27
mm
Empirisk formel;
L- (D-d)
s -=—2^–––-
mm
400 • 40
600
mm
80
3
mm = 27 mm
433
Sökt
Beteckning
Beräkning
Största kondiameter mm
D
V- 1 -.- d; 2tga/2- I :- d
Minsta kondiameter »
d
D — V- 1; D — 2tga/2-
Kon länad ............
1
D —d D —d
V ’ 2 • tgu/2
V2 konvinkel slidens inställningsvinkel ....
a
2
a D — d et V
tg 2 2 • 1 • Ly 2 " 2
Inställning av dubbspetsarna ..........mm
s
L • sin .-j ; ung. -
L-V L-(D-d) L-tg2 - 2 2
Konicitet..............
V
1 D — d c:
1 0 i ,
1 d -d’ i 2’Ly 2
Arbetsstyckets längd , .
L
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}