
Full resolution (JPEG) - On this page / på denna sida - N:o 4. April - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1. Utarbetande av konstruktionsprinciper.
2. Uppgörande av utslagsritningar.
3. Detaljering.
4. Kopiering.
5. Sammanställningsritningar.
6. Kontroll.
7. Utfärdandet av detaljförteckningar,
specifikationer och styckelistor.
Härefter kommer arbetet med registreringar,
ljuskopiering, distribution av kopior m. m., vilket
arbete i allmänhet utföres av arkivet.
Under punkt 1 förstås allt sådant grundläggande
arbete, som måste utföras innan det verkliga
ritarbetet kan påbörjas. Det består i uppgörandet
av handskisser eller schematiska
sammanställningsritningar samt utförandet av
rörelseberäkningar och grundläggande hållfasthetskalkyler.
Det under punkt 2 omnämnda arbetet består i
att bibringa konstruktionen dess form i alla dess
detaljer förmedelst utförandet av tillräckligt antal
delsammanställningsritningar och skärningar,
vanligen i full storlek. Dessa sålunda utförda
ritningar, vilka oftast måste göras om upprepade
gånger och på vilka det är nödvändigt att för
erhållande av gott resultat arbeta nästan lika
mycket med kautschuken som med
blyertspennan, lämna aldrig riktontoret utan ha till
enda uppgift att utgöra grunden för det under
punkt 3 omnämnda detaljeringsarbetet. Detta i
sin tur består i att de olika detaljerna uppritas
och måttsättas samt toleransbestämmas. Sedan
detaljritningarna kopierats å kalkérväv, sker
kontroll av alla förekommande mått, vanligen i
samband med att de slutgiltiga
sammanställningsritningarna uppgöras. Härvid får icke
utslagsritningarna kopieras utan måste helt nya
sammanställningsritningar uppgöras med detalj
ritningarna som enda rättesnöre.
Ett exempel må bättre belysa
arten av de problem, som
förekomma vid utförandet av
konstruktionsarbete, och skall därför
här-nedan lämnas en beskrivning över
huru en maskin kommer till världen
i form av ritningar. Den för
exemplet valda maskinen är en viss
radie-mallslipmaskin, som f. n. är under
tillverkning i SKF:s
maskinverk-stad.
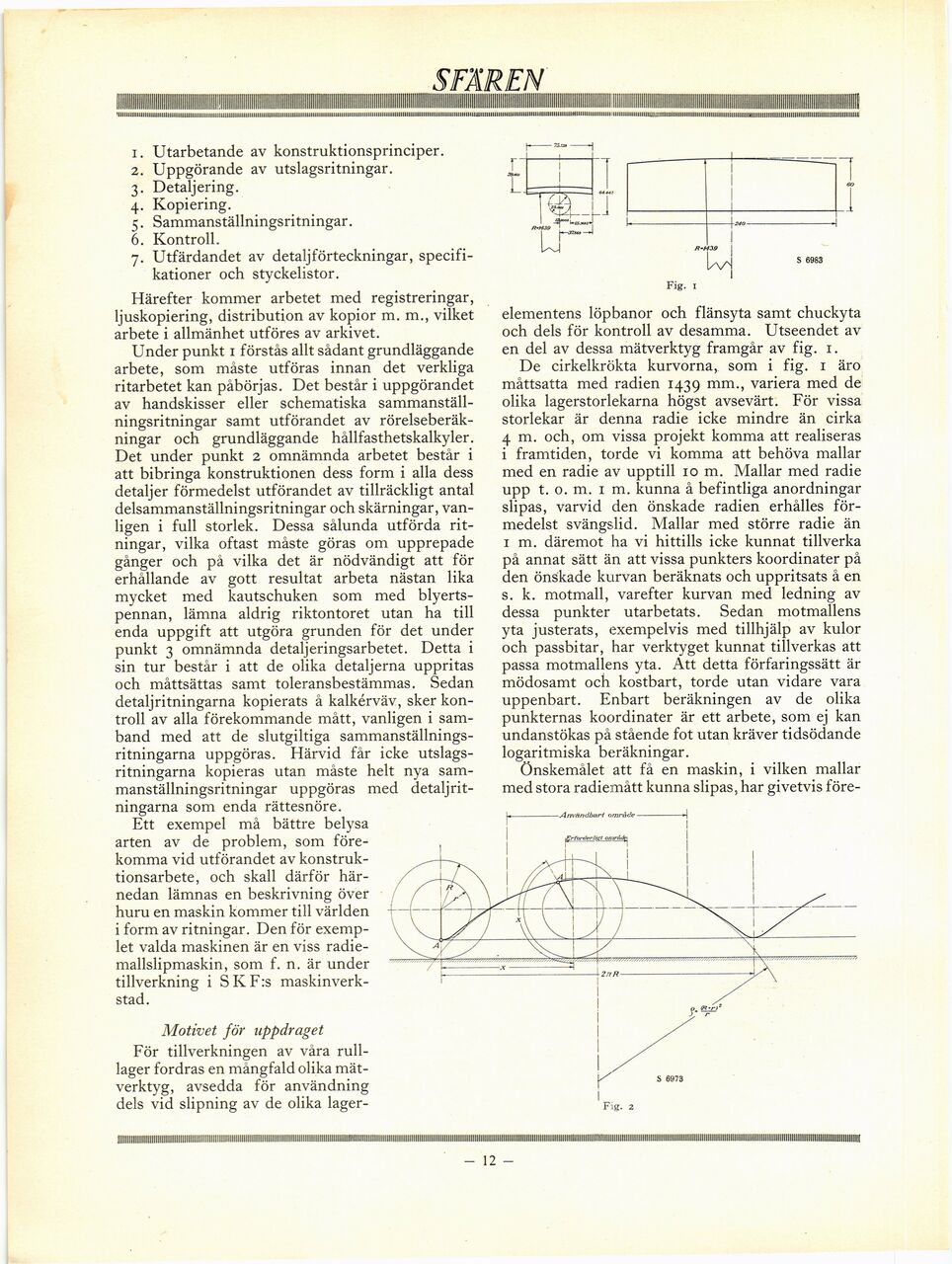
Fig. i
elementens löpbanor och flänsyta samt chuckyta
och dels för kontroll av desamma. Utseendet av
en del av dessa mätverktyg framgår av fig. 1.
De cirkelkrökta kurvorna, som i fig. 1 äro
måttsatta med radien 1439 mm., variera med de
olika lagerstorlekarna högst avsevärt. För vissa
storlekar är denna radie icke mindre än cirka
4 m. och, om vissa projekt komma att realiseras
i framtiden, torde vi komma att behöva mallar
med en radie av upptill 10 m. Mallar med radie
upp t. o. m. i m. kunna å befintliga anordningar
slipas, varvid den önskade radien erhålles
förmedelst svängslid. Mallar med större radie än
i m. däremot ha vi hittills icke kunnat tillverka
på annat sätt än att vissa punkters koordinater på
den önskade kurvan beräknats och uppritsats å en
s. k. motmall, varefter kurvan med ledning av
dessa punkter utarbetats. Sedan motmallens
yta justerats, exempelvis med tillhjälp av kulor
och passbitar, har verktyget kunnat tillverkas att
passa motmallens yta. Att detta förfaringssätt är
mödosamt och kostbart, torde utan vidare vara
uppenbart. Enbart beräkningen av de olika
punkternas koordinater är ett arbete, som ej kan
undanstökas på stående fot utan kräver tidsödande
logaritmiska beräkningar.
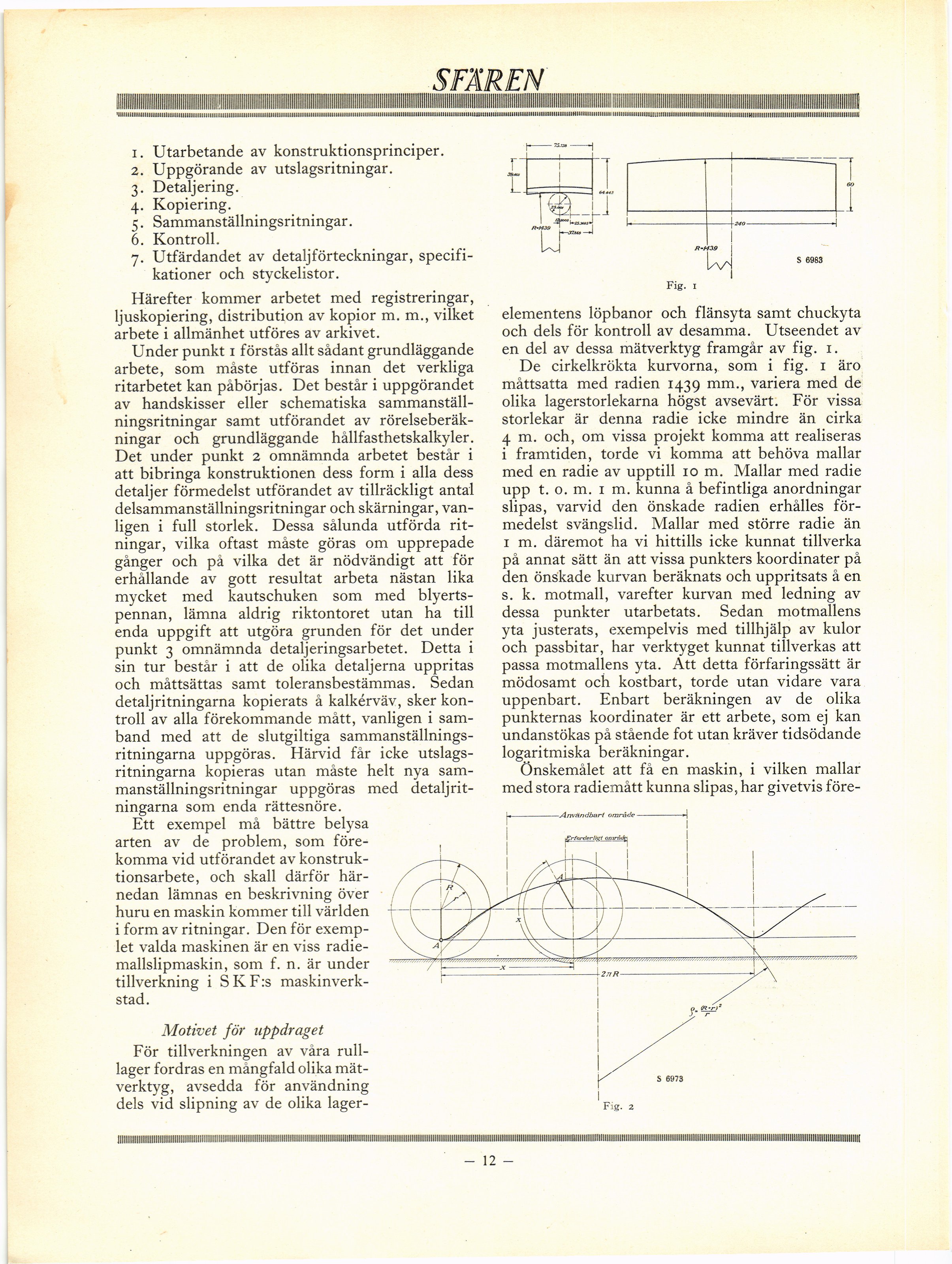
Önskemålet att få en maskin, i vilken mallar
med stora radiemått kunna slipas, har givetvis före-
U-Användbart område-»-]
Motivet för uppdraget
För tillverkningen av våra
rull-lager fordras en mångfald olika
mätverktyg, avsedda för användning
dels vid slipning av de olika lager-
Fig. 2
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}