
Full resolution (JPEG) - On this page / på denna sida - XV. Träbearbetningsmaskiner, av Gunnar Nygren - Cirkelsågar - Cirkelsågklingor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Trä b earbetningsmaskiner
tandspetsar gå lika långt från en given fast mätpunkt. Uppvisar
klingan däremot viss skevhet, fastställes denna med indikator eller
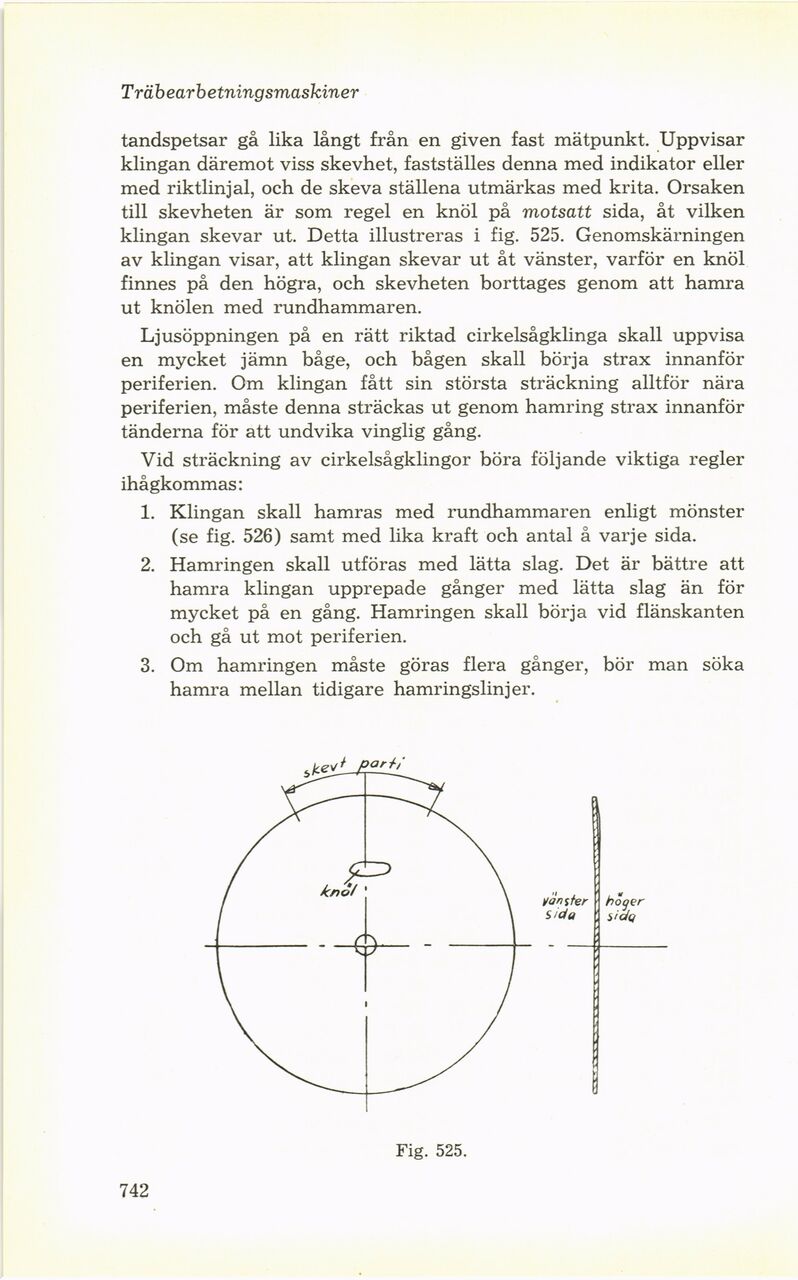
med riktlinjal, och de skeva ställena utmärkas med krita. Orsaken
till skevheten är som regel en knöl på motsatt sida, åt vilken
klingan skevar ut. Detta illustreras i fig. 525. Genomskärningen
av klingan visar, att klingan skevar ut åt vänster, varför en knöl
finnes på den högra, och skevheten borttages genom att hamra
ut knölen med rundhammaren.
Ljusöppningen på en rätt riktad cirkelsågklinga skall uppvisa
en mycket jämn båge, och bågen skall börja strax innanför
periferien. Om klingan fått sin största sträckning alltför nära
periferien, måste denna sträckas ut genom hamring strax innanför
tänderna för att undvika vinglig gång.
Vid sträckning av cirkelsågklingor böra följande viktiga regler
ihågkommas:
1. Klingan skall hamras med rundhammaren enligt mönster
(se fig. 526) samt med lika kraft och antal å varje sida.
2. Hamringen skall utföras med lätta slag. Det är bättre att
hamra klingan upprepade gånger med lätta slag än för
mycket på en gång. Hamringen skall börja vid flänskanten
och gå ut mot periferien.
3. Om hamringen måste göras flera gånger, bör man söka
hamra mellan tidigare hamringslinjer.
742
Fig. 525.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}