
Full resolution (JPEG)
- On this page / på denna sida
- Korrekt centrering
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
noggrann svarvning av både runda
och fyrkantiga | arbetsstycken måste
börja med en exakt centrering. Verk-
tygsstål och gjutjärn måste speciellt cen-
treras alldeles särskilt noggrant; det
förstnämnda materialet för att man
skall vara säker på att det avkolade yt-
lagret blir fullständigt borttaget så att
stålet sedan kan härdas på rätt sätt,
och det senare materialet för att verkty-
get sedan skall kunna skära igenom det
hårda ytskiktet utan att förlora sin
skärpa. En god centrering betyder även
materialbesparing, särskilt när ett stort
antal lika svarvdetaljer skola tillverkas
av ett råämne, vars ytterdimensioner
blott obetydligt överstiga de fordrade di-
mensionerna på den färdiga detaljen. I
detta fall betyder den riktiga centrering-
en dessutom, att det färdiga arbets-
stycket får riktiga mått, vilket icke kan
bli fallet, om centrumhålet kommer fel-
aktigt, då svarvstålet på en del punkter
kanske icke ens kommer att beröra ytan
på arbetsstycket. Om detta skulle hän-
da på grund av felaktig centrering skul-
le detta speciellt i en mindre verkstad vid
serietillverkning av detaljer kunna inne-
bära en avsevärd ekonomisk förlust. Ge-
nom användning av enkla och relativt
billiga verktyg är det dock möjligt att
åstadkomma en god centrering med till-
räcklig noggrannhet för normala ford-
ringar. Den tid, som användes för att
få en god centrering, betalar sig alltid.
Olika metoder för loka-
lisering av centrum.
större verkstäder användes vanligen
en särskild centreringsmaskin, men i
mindre mekaniska verkstäder måste van-
Hga handmetoder komma till använd-
Gö MED
; YTAN REN
CENTRUMBESTÄMNING PÅ REKTANGULÄR YTA. KOPPARSULFATLÖSNING.|
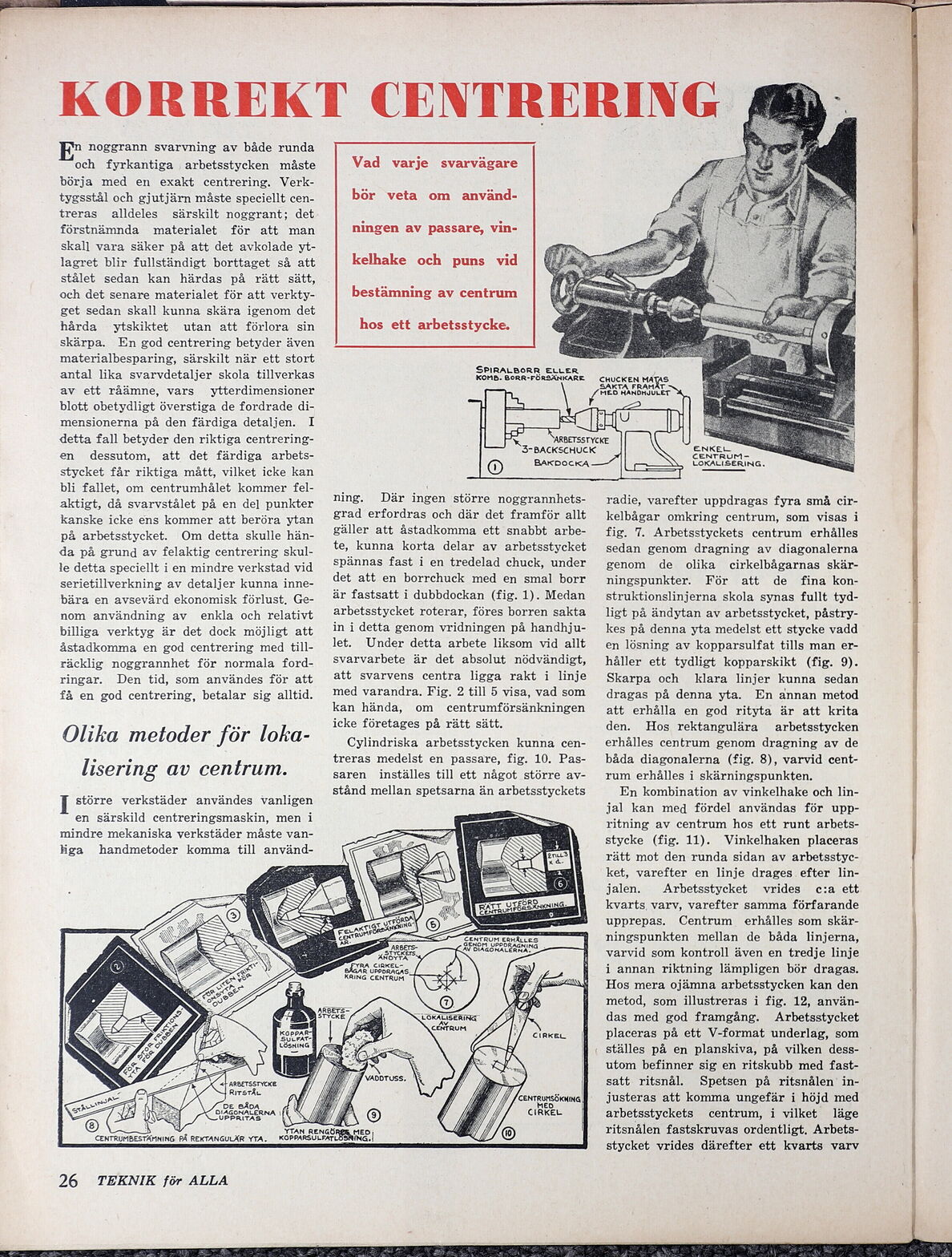
Vad varje svarvägare
bör veta om använd-
ningen av passare, vin-
kelhake och puns vid
bestämning av centrum
hos ett arbetsstycke.
SPIRALBORR ELLER
KOMB. BORR-FÖRSÄNKARE
BAKDOCKA
fs HANDHJULET
KR ARBETSSTYCKE
3" BACKSCHUCK
CHUCKEN MATAS
SAKTA FRAMÅT
NTRUM-
LOKALISERING.
ning. Där ingen större noggrannhets-
grad erfordras och där det framför allt
gäller att åstadkomma ett snabbt arbe-
te, kunna korta delar av arbetsstycket
spännas fast i en tredelad chuck, under
det att en borrchuck med en smal borr
är fastsatt i dubbdockan (fig. 1). Medan
arbetsstycket roterar, föres borren sakta
in i detta genom vridningen på handhju-
let. Under detta arbete liksom vid allt
svarvarbete är det absolut nödvändigt,
att svarvens centra ligga rakt i linje
med varandra. Fig. 2 till 5 visa, vad som
kan hända, om centrumförsänkningen
icke företages på rätt sätt.
Cylindriska arbetsstycken kunna cen-
treras medelst en passare, fig. 10. Pas-
saren inställes till ett något större av-
stånd mellan spetsarna än arbetsstyckets
NN
+ UTE | GO =
or dan CENTRUM ERHÅLLES
GENOM UPPDORAGN
AV DIAGONALE RNA oc
RA CIRKEL-
R UPPDRAGAS
KRING CENTRUM
CENTRUMSÖKNING
CIRKEL
26 TEKNIK för ALLA
radie, varefter uppdragas fyra små cir-
kelbågar omkring centrum, som visas i
fig. 7. Arbetsstyckets centrum erhålles
sedan genom dragning av diagonalerna
genom de olika cirkelbågarnas skär-
ningspunkter. För att de fina kon-
struktionslinjerna skola synas fullt tyd-
ligt på ändytan av arbetsstycket, påstry-
kes på denna yta medelst ett stycke vadd
en lösning av kopparsulfat tills man er-
håller ett tydligt kopparskikt (fig. 9).
Skarpa och klara linjer kunna sedan
dragas på denna yta. En annan metod
att erhålla en god rityta är att krita
den. Hos rektangulära arbetsstycken
erhålles centrum genom dragning av de
båda diagonalerna (fig. 8), varvid cent-
rum erhålles i skärningspunkten.
En kombination av vinkelhake och lin-
jal kan med fördel användas för upp-
ritning av centrum hos ett runt arbets-
stycke (fig. 11). Vinkelhaken placeras
rätt mot den runda sidan av arbetsstyc-
ket, varefter en linje drages efter lin-
jalen. :Arbetsstycket vwvrides c:a ett
kvarts varv, varefter samma förfarande
upprepas. Centrum erhålles som skär-
ningspunkten mellan de båda linjerna,
varvid som kontroll även en tredje linje
i annan riktning lämpligen bör dragas.
Hos mera ojämna arbetsstycken kan den
metod, som illustreras i fig. 12, använ-
das med god framgång. Arbetsstycket
placeras på ett V-format underlag, som
« ställes på en planskiva, på vilken dess- :
utom befinner sig en ritskubb med fast-
satt ritsnål. Spetsen på ritsnålen in-
justeras att komma ungefär i höjd med
arbetsstyckets centrum, i vilket läge
ritsnålen fastskruvas ordentligt. Arbets-
stycket vrides därefter ett kvarts varv
OR RE
SA OSSE
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 01:52:27 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1942-1/0026.html


{kind=link}