
Full resolution (JPEG)
- On this page / på denna sida
- Teknisk rundhorisont
- Kolpulver driver ny japansk bilmotor
- Hårdlösning i ugn med skydd av gas

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
KOLPULVER
DRIVER NY JAPANSK BILMOTOR
Motorer, som drivas med kolpulver,
har man sedan någon tid experimen-
terat med i Tyskland, men det har fö-
reträdesvis rört sig om långsamtgående,
stationära motorer. Nu har japanen Si-
ro Nakazaki konstruerat en bilmotor
av detta slag som har:110 mm slaglängd,
110 mm cylinderdiameter, 1300/2000
varv/min och utvecklar c:a 50/75 hk.
Bränslet, som har ett värmevärde av
7500 kcal/kg, ledes med en transport-
snäckskruv, vars hastighet kan regleras,
från förrådet i bakdelen av bilen till en
sugledning där det tillsammans med luft
genom en ventil a insuges i kammaren
b. Under det därpå följande kompres-
sionsslaget upphettas koldammet i kam-
maren genom från cylindern inström-
mande, genom kompressionen upphettad
luft till nära självantändningstempera-
tur och bringas genom tändstiftet c att
explodera. Den nu högkomprimerade
blandningen av gas och koldamm ström-
10 TEKNIK för ALLA
mar därpå in i en ringformad, arbets-
cylindern omgivande förbränningskam-
mare d för att sedan genom i omkret-
sen befintliga öppningar komma in i ar-
betscylindern e och där fullständigt för-
brännas. Motorns mekaniska verknings-
grad angives vara 67 proc. Varje cy-
linder har sex ventiler och skulle en
enda av dammventilerna bli hängande
eller bli otät, påverkas därigenom damm-
tillförseln till alla cylindrarna.
För att skydda cylinderväggar och
kolvringar mot förslitning och säkerstäl-
la utspolningen av förbränningskamma-
ren och den ringformiga kammaren är öv-
re delen av kolven förlängd ett stycke
motsvarande halva slaglängden. Kolvens
diameter är här något mindre än cylin-
derns och i det så uppstående ringfor-
miga rummet f inblåses luft såväl vid
slutet av insugnings- som vid slutet av
explosionsslaget så snart kolvringarna
komma i närheten av det nedre vändlä-
get och spolningsöppningarna lagts fria.
Hur oljans nedsmutsande undvikes i
denna motor, som, har stänksmörjning,
är en gåta. De i Tyskland gjorda erfa-
renheterna på området äro icke upp-
muntrande. Motorn, som enligt VDI-
Zeitschrift, bygger på tyska experiment-
arbeten, anses av tyska fackmän behöva
förbättras betydligt innan den kan mäta
sig med andra motorer, som drivas med
gas eller flytande bränsle.
(VDI-Zeitschrift)
HÅRDLÖDNING I UGN
med skydd av gas
INR de sedan länge praktiserade sätten
att sammanfoga delar genom nitning,
stiftning m. m. har under de senaste
åren kommit hårdlödning i med skyd-
dande gas försedda elektriska ugnar.
Vid hårdlödning upphettas arbetsstycke-
na tillsammans med lämpligt lod till en
temperatur, som är högre än smältpunk-
ten hos lodet vilket sedan tillsammans
med flusset ingår förening med arbets-
stycket och efter kallnandet åstadkom-
mer en utomordentligt hållfast förbin-
delse mellan delarna.
Vid arbetsstyckenas förarbetning må-
ste särskilt iaktagas, att delarna passa
väl så att lodet genom kapillärkraften
överallt intränger i lödfogarna, vilkas
bredd skall anpassas efter det slags lod
som användes och överallt måste vara
lika breda. Oxidhinna på ytan inverkar
ej på lödningen emedan oxiden avlägs-
nas antingen genom gasen eller fluss-
medlet. Däremot måste delarna noga
rengöras från fett. Blanka ytor böra
göras skrovliga emedan lodet annars in-
te sprider ut sig jämnt utan samlar sig
i små pärlor.
För material eller arbetsstycken, som
tåla vid att uppvärmas till c:a 1120”
användas koppar som lod, emedan det
sprider ut sig väl och genom att bli
tunnflytande tränger väl in i lödfogar-
na. För lödning av andra metaller än
järn användas legeringar såsom t. ex.
av silver, zink-kadium eller mässing, som
emellertid alla ha den nackdelen, att de
på grund av flyktigheten hos några av
sina beståndsdelar icke ha någon fixe-
råd smältpunkt, av vilken anledning den
gynnsammaste lödtemperaturen är svår
att fastställa. Lodet användes i form av
tråd eller pasta, beroende på i vilken
form det bäst kan anbringas på arbets-
stycket. Arbetsstyckena, som äro pläte-
rade - med lödmetall, kunna ävenledes
hårdlödas. För att få en perfekt löd-
skarv, måste lödstället vara fritt från
oxid. Förr åstadkom man detta uteslu-
tande genom <lödställets övertäckning
med flussmedel, men i de moderna elek-
triska ugnarna övertages denna funk-
tion av en skyddande gas. Detta förfa-
ringssätt har dessutom den fördelen att
icke blott själva lödstället hålles skyd-
dat från glödspån, utan att hela ar-
betsstycket kommer blankt från ugnen
och således icke behöver undergå vidare
rengöring. Som skyddsgas kan vilken
gas som helst med reducerande verkan
användas. Av ekonomiska skäl före-
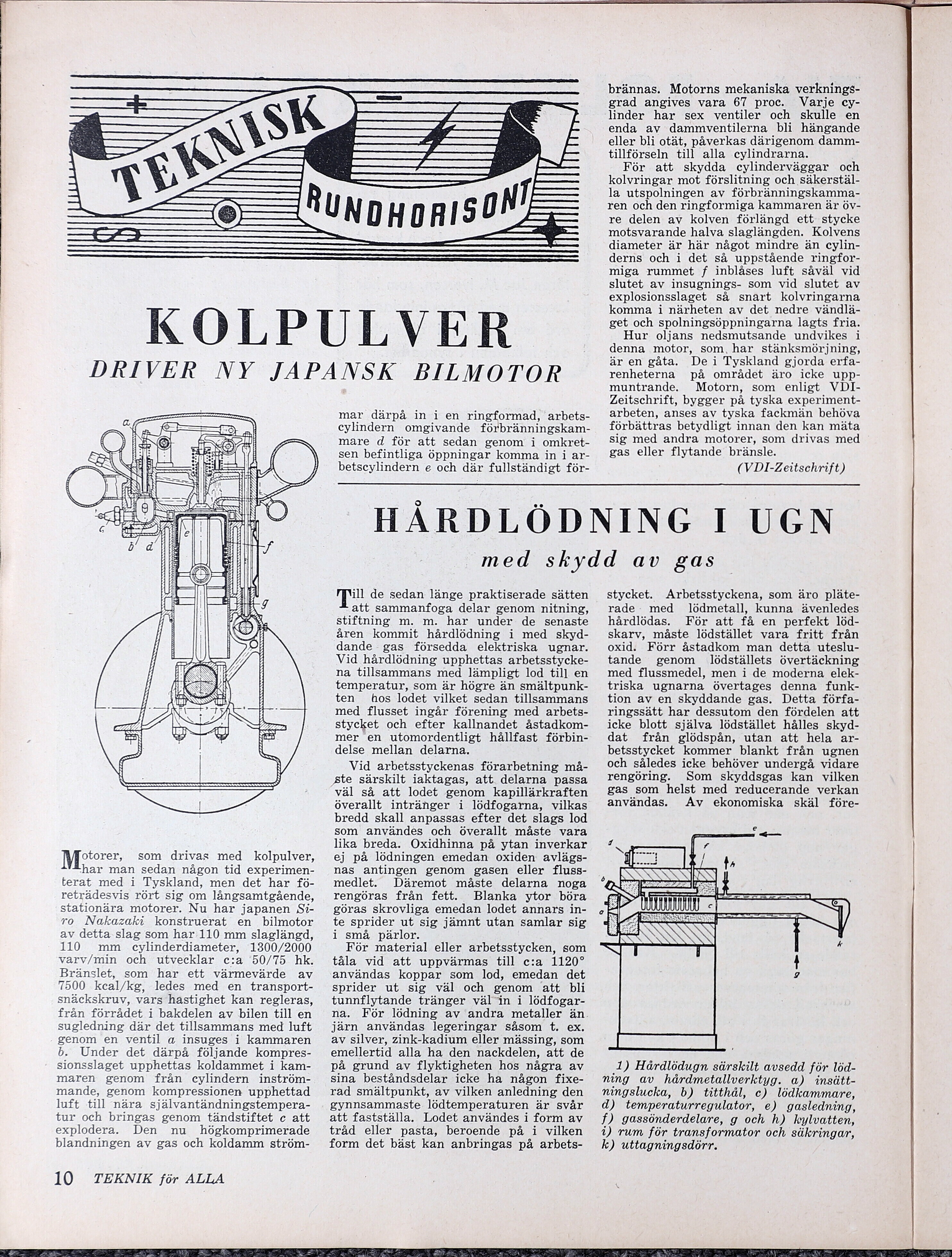
1) Hårdlödugn särskilt avsedd för löd-
ning av hårdmetallverktyg. a) insätt-
ningslucka, b) titthål, ec) lödkammare,
d) temperaturregulator, e) gasledning,
f) gassönderdelare, g och h) kylvatten,
i) rum för tramsformator och säkringar,
k) uttagningsdörr.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 01:52:37 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1942-3/0010.html


{kind=link}