
Full resolution (JPEG)
- On this page / på denna sida
- Vi bygga en masonitekanot, av Jac. M. Iversen
- Bockningsmaskin för plåt

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
Bockningsmaskin
Or
E” liten behändig bockningsmaskin,
med vars hjälp tunnare plåt kan
bockas i exakta vinklar, är en sak,
som nästan varje av mekaniska arbe-
ten intresserad hobbyist har glädje
och nytta av i sin verkstad.
Den här beskrivna maskinen är hu-
vudsakligen gjord av gamla utrange-
rade bildelar från Ford A-modellen
och torde därför icke vara alltför
svåra att anskaffa. Givetvis kunna
motsvarande delar från andra bilmär-
ken också komma till användning,
blott dimensionerna något så när över-
enstämma med de på ritningarna an-
givna.
Avstånd mellan skruvarna i köl, slag-
lister och stävar bör vara 70 mm och
till spant och däcksbalkar 80 mm samt
till relingslister och luckkarvel 80 mm.
Med däcket förfares på samma sätt
som bordläggningen, dock skall det in-
läggas luckkarvlar som utsågas av en
10 mm tjock furubräda och vilken fäl-
les in i balkarna. Lucksargen göres av
6 mm mahogny, ek eller ask.
Som ritningen anger, skall sargen
luta något utåt i förkant varför den får
en krokig form. Bäst är att göra en
pappersmall på denna först.
Längs överkanten på utsidan förses
sargen med en liten halvrund list.
Ytterkölen göres av ask eller ek och
måste basas för och akter, där den ut-
gör ytterstävar. Dessa kan skarvas
samman, om det är besvärligt att basa
så lång list, men skarva då på något av-
stånd från skarvarna mellan innerstäv
och innerköl,
Stryk på smet, innan ytterkölen skru-
vas fast. Utvändigt halvrund avvisar-
list göres av mahogny, ask eller ek och
fastskruvas med mässingskruv 1” nr 7.
För att man skall sitta bekvämt bör
kanoten förses med en sits med rygg-
stöd, vilken angives på ritningen med
streckade linjer. Denna sits kan lämpli-
gen göras av 50X8 mm breda spjälor
och bör vara lös, så den kan tagas ut ur
kanoten. Framför sitsen placeras en li-
ten durk, även denna av spjälor. Denna
trampar man på, när man stiger i ka-
noten.
Kanoten bör sedan behandlas med fle-
ra strykningar rå linolja och sedan 3
ggr med fenissa. Invändigt bör detta
göras innan däcket lägges. Däckets un-
dersida behandlas, innan fastskruvning
sker. Om så önskas kan kanoten målas
överallt, vilket gör att den ser slankare
ut.
plåt
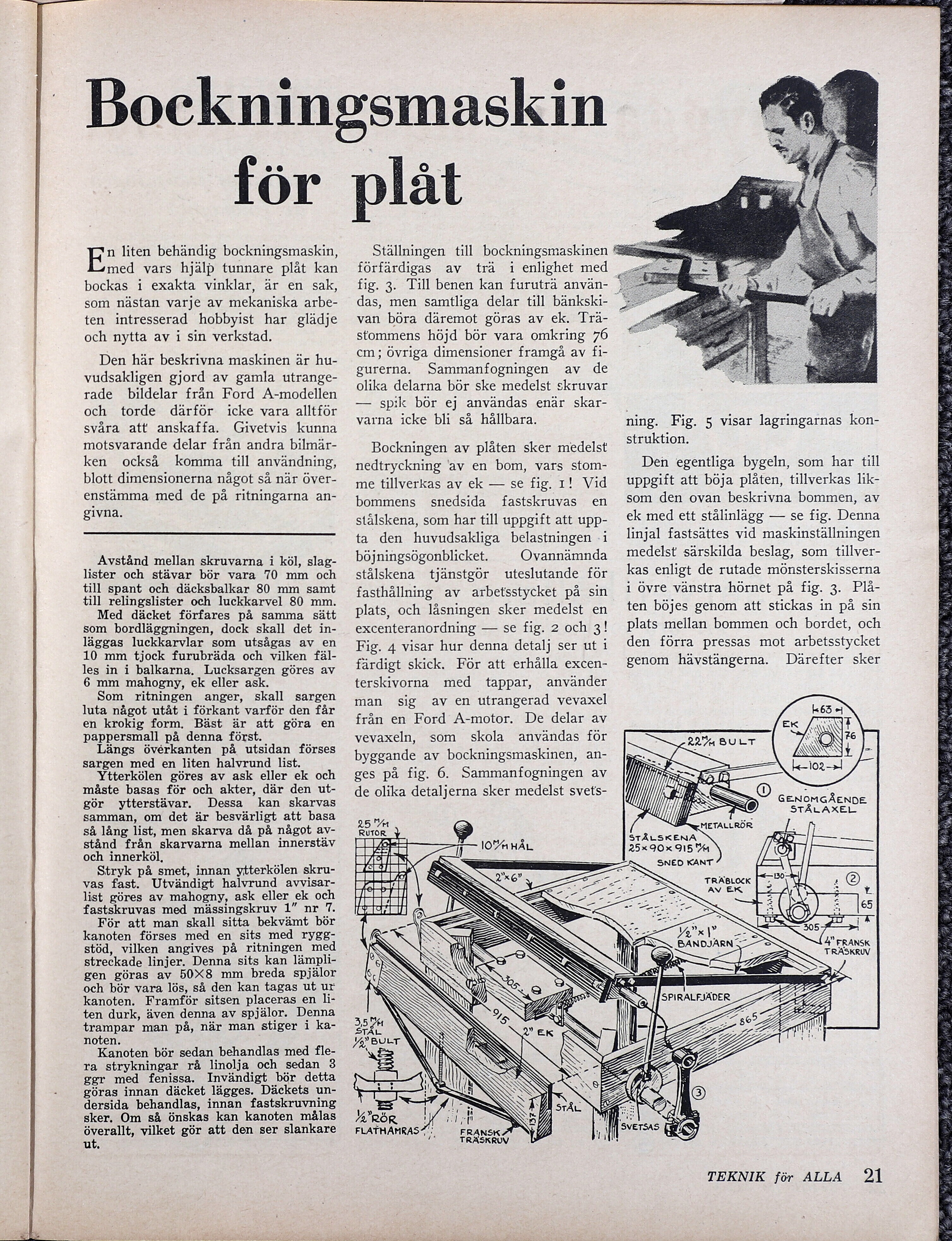
Ställningen till bockningsmaskinen
förfärdigas av trä i enlighet med
fig. 3. Till benen kan furuträ använ-
das, men samtliga delar till bänkski-
van böra däremot göras av ek. Trä-
stommens höjd bör vara omkring 76
cm ; övriga dimensioner framgå av fi-
gurerna. Sammanfogningen av de
olika delarna bör ske medelst skruvar
— spik bör ej användas enär skar-
varna icke bli så hållbara.
Bockningen av plåten sker medelst
nedtryckning 'av en bom, vars stom-
me tillverkas av ek — se fig. 1! Vid
bommens snedsida fastskruvas en
stålskena, som har till uppgift att upp-
ta den huvudsakliga belastningen -i
böjningsögonblicket. Ovannämnda
stålskena tjänstgör uteslutande för
fasthållning av arbetsstycket på sin
plats, och låsningen sker medelst en
excenteranordning — se fig. 2 och 3!
Fig. 4 visar hur denna detalj ser ut i
färdigt skick. För att erhålla excen-
terskivorna med tappar, använder
man sig av en utrangerad vevaxel
från en Ford A-motor. De delar av
vevaxeln, som skola användas för
byggande av bockningsmaskinen, an-
ges på fig. 6. Sammanfogningen av
de olika detaljerna sker medelst svets-
25 "Mm
RUTOR
23 e II
[2
FRANSK
FLATHAMRAS Z;
TRÄSKRUV
NE DO SI TS
ih Ö IN BANDJÄRN 4” FRANSK
i | SN S AN TRASKRUV
SYRE ll Ser =S
S We SV E Zz
SV, /ISPIRALFJÄDER EG GÅ
| 5 ESA
A GA
MJ AA Fr 0)
SD ISIR hv
|
ning. Fig. 5 visar lagringarnas kon-
struktion.
Den egentliga bygeln, som har till
uppgift att böja plåten, tillverkas lik-
som den ovan beskrivna bommen, av
ek med ett stålinlägg — se fig. Denna
linjal fastsättes vid maskinställningen
medelst särskilda beslag, som tillver-
kas enligt de rutade mönsterskisserna
1 övre vänstra hörnet på fig. 3. Plå-
ten böjes genom att stickas in på sin
plats mellan bommen och bordet, och
den förra pressas mot arbetsstycket
genom hävstängerna. Därefter sker
GENOMGÅENDE
STÅLAXEL
STÅLSKENA
25x90x 915 MM
SNED KANT
KC VAL AY
TEKNIK för ALLA 21
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:02:00 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1943-22/0021.html


{kind=link}