
Full resolution (JPEG) - On this page / på denna sida - Tredje delen: Järnindustrien samt hiss- och transportanordningar - Bearbetning eller formgivning genom slag eller tryck - Plåtbearbetning genom med smidning närbesläktade metoder

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
190
TREDJE* DELEN. JÄRNINDUSTRIEN M. M.
av små sammanlänkade plåtar eller ringar, men under medeltiden kom
man långt i konsten att smida harnesk av järnplåt. Härigenom kom
man antagligen in på användningen av järnplåt till husgerådskärl och
dylikt, men så länge järnplåtarna skulle smidas ut blev detta inga
billiga tingestar. Först då man under förra århundradet införde
valsning av järnplåt blev detta det mest använda materialet för
tunnplåtslageri.
Sedan man på 1700-talet lärt sig att förtenna järnplåten, hade
man fått ett utmärkt skydd mot järnets förrostning. Den förtennta
tunnplåten kallas även bleckplåt och yrkesmannen, som
bearbetar denna, kallas bleckslagare.
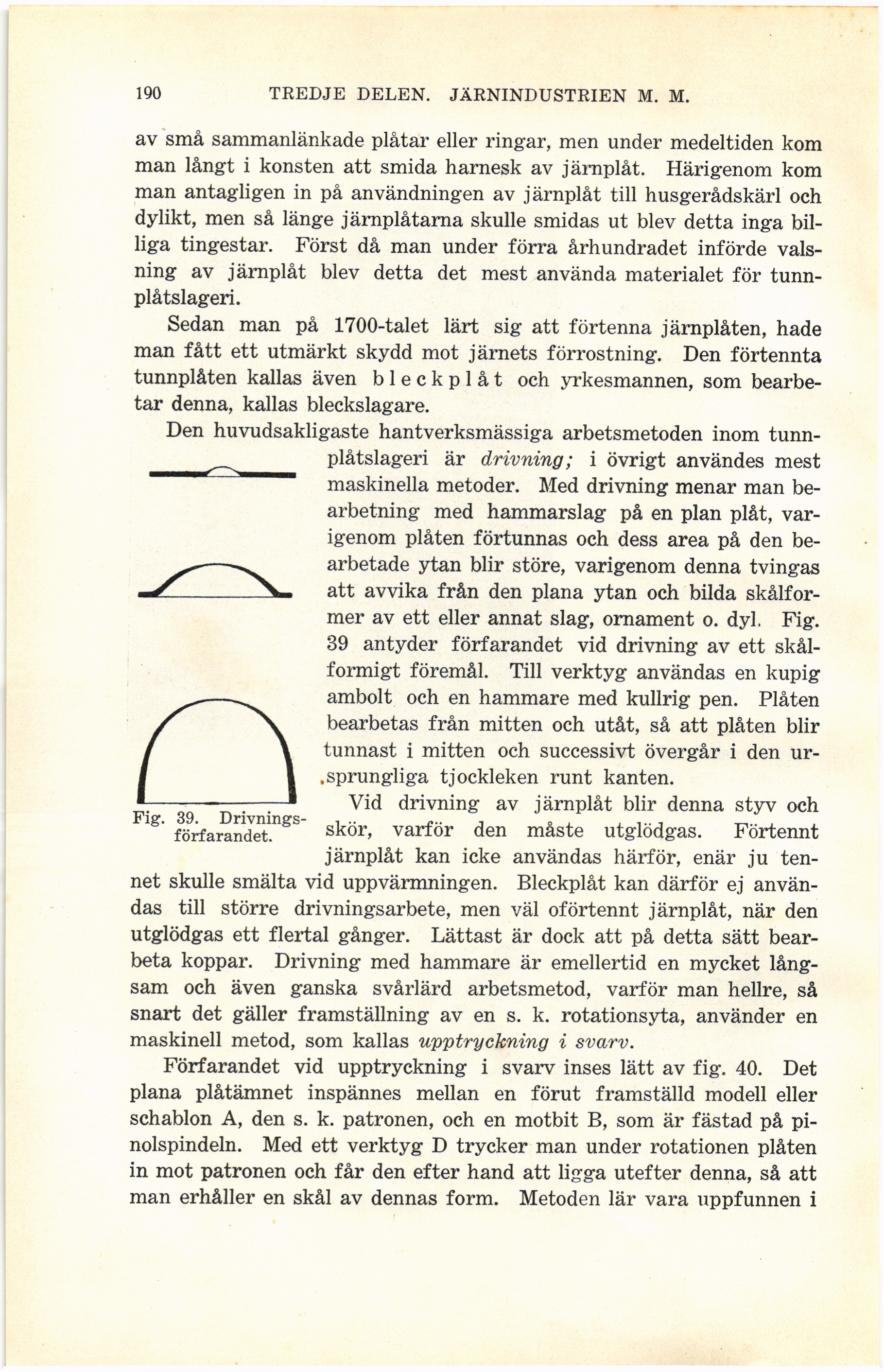
Den huvudsakligaste hantverksmässiga arbetsmetoden inom
tunnplåtslageri är drivning; i övrigt användes mest
maskinella metoder. Med drivning menar man
bearbetning med hammarslag på en plan plåt,
varigenom plåten förtunnas och dess area på den
bearbetade ytan blir störe, varigenom denna tvingas
att avvika från den plana ytan och bilda
skålformer av ett eller annat slag, ornament o. dyl. Fig.
39 antyder förfarandet vid drivning av ett
skålformigt föremål. Till verktyg användas en kupig
ambolt och en hammare med kullrig pen. Plåten
bearbetas från mitten och utåt, så att plåten blir
tunnast i mitten och successivt övergår i den
ursprungliga tjockleken runt kanten.
Vid drivning av järnplåt blir denna styv och
skör, varför den måste utglödgas. Förtennt
järnplåt kan icke användas härför, enär ju
tennet skulle smälta vid uppvärmningen. Bleckplåt kan därför ej
användas till större drivningsarbete, men väl oförtennt järnplåt, när den
utglödgas ett flertal gånger. Lättast är dock att på detta sätt
bearbeta koppar. Drivning med hammare är emellertid en mycket
långsam och även ganska svårlärd arbetsmetod, varför man hellre, så
snart det gäller framställning av en s. k. rotationsyta, använder en
maskinell metod, som kallas upptryckning i svarv.
Förfarandet vid upptryckning i svarv inses lätt av fig. 40. Det
plana plåtämnet inspännes mellan en förut framställd modell eller
schablon A, den s. k. patronen, och en motbit B, som är fästad på
pi-nolspindeln. Med ett verktyg D trycker man under rotationen plåten
in mot patronen och får den efter hand att ligga utefter denna, så att
man erhåller en skål av dennas form. Metoden lär vara uppfunnen i
Fig. 39.
Drivningsförfarandet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}