
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 6. Svarvning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
mellan 4—8°, beroende på det material, som skall bearbetas, men
även 1° vinkel skulle i många fall vara tillräcklig. Är vinkeln a för
stor, minskas eggvinkeln, vilket leder till att stålet vill vibrera eller
hugga. Då man minskar inställningsvinkeln z, ökas skärets
hållbarhet. Spånens tjocklek blir nämligen mindre vid samma matning
och skärdjup, om inställningsvinkeln minskas.
Lödning av hårdmetallverktyg.
Ett rationellt tillvaratagande av möjligheter till ökad produktion, som
hårdmetallverktyg erbjuda genom stort förslitningsmotstånd,
värmebe-ständighet etc., kan ske först då verktygen framställas och skötas enligt
riktiga principer.
Hållare för pålödning av hårdmetallplattor, antingen det gäller
svarv-stål, hyvelstål, borrar eller fräsar, böra tillverkas av kolstål med en
kol-halt av c:a 0,60 å 0,80 °/o. Höglegerade stål, snabbstål etc. böra endast
användas i undantagsfall, exempelvis för klenare borrar, där speciellt hög
hållfasthet erfordras. Det vanliga kolstålet har större seghet och en
värmeutvidgningskoefficient, som lämpar sig för pålödning av
hårdmetallen.
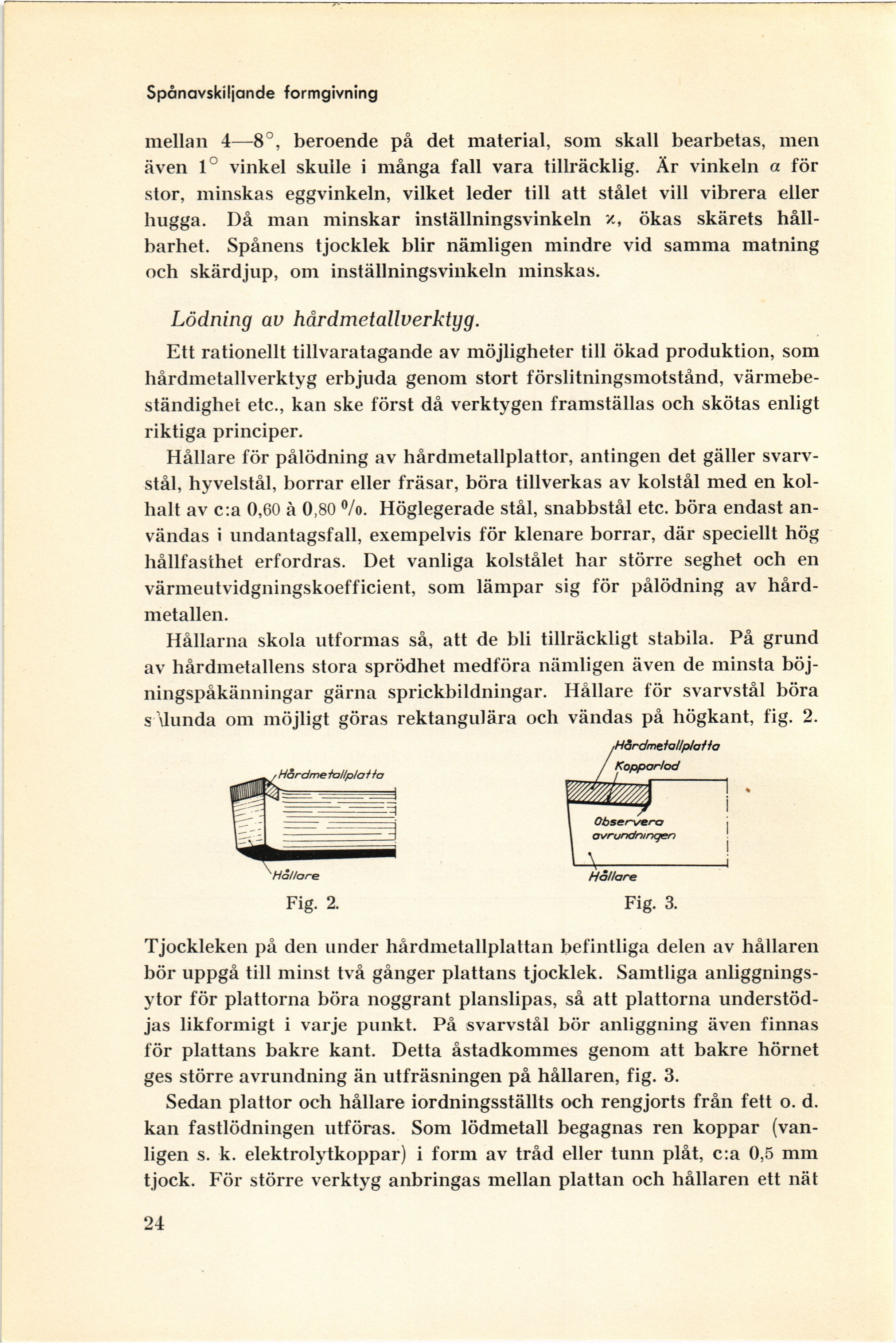
Hållarna skola utformas så, att de bli tillräckligt stabila. På grund
av hårdmetallens stora sprödhet medföra nämligen även de minsta
böj-ningspåkänningar gärna sprickbildningar. Hållare för svarvstål böra
s Munda om möjligt göras rektangulära och vändas på högkant, fig. 2.
Fig. 2. Fig. 3.
Tjockleken på den under hårdmetallplattan befintliga delen av hållaren
bör uppgå till minst två gånger plattans tjocklek. Samtliga
anliggnings-ytor för plattorna böra noggrant planslipas, så att plattorna
understödjas likformigt i varje punkt. På svarvstål bör anliggning även finnas
för plattans bakre kant. Detta åstadkommes genom att bakre hörnet
ges större avrundning än utfräsningen på hållaren, fig. 3.
Sedan plattor och hållare iordningsställts och rengjorts från fett o. d.
kan fastlödningen utföras. Som lödmetall begagnas ren koppar
(vanligen s. k. elektrolytkoppar) i form av tråd eller tunn plåt, c:a 0,5 mm
tjock. För större verktyg anbringas mellan plattan och hållaren ett nät
24
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}