
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 6. Svarvning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Maskinbearbetning
för liten, därför tillkomma revolversvarvar, en- och flerspindliga
automatsvarvar, mångstålssvarvar etc.
Supportsvarven utföres med horisontell spindel. Verktyget utgöres i
allmänhet av ett svarvstål. Där fyrkantstålfäste finnes, kunna
flera svarvstål eller specialverktyg samtidigt uppsättas. Ståthållaren
är placerad på toppsliden, vilken är styrd på tvärsliden, som i sin tur
är styrd i släden.
Fördelarna med supportsvarven äro dess stora arbetsområde, den
noggrannhet varmed arbetsstyckena kunna svarvas samt billiga och
enkla verktyg. Nackdelen är den långa bearbetningstiden i förhållande
till exempelvis revolversvarvar. Supportsvarvar användas
huvudsakligast för bearbetning av arbetsstycken, när dessa tillverkas i mindre
antal, samt vid reparationer och verktygstillverkning.
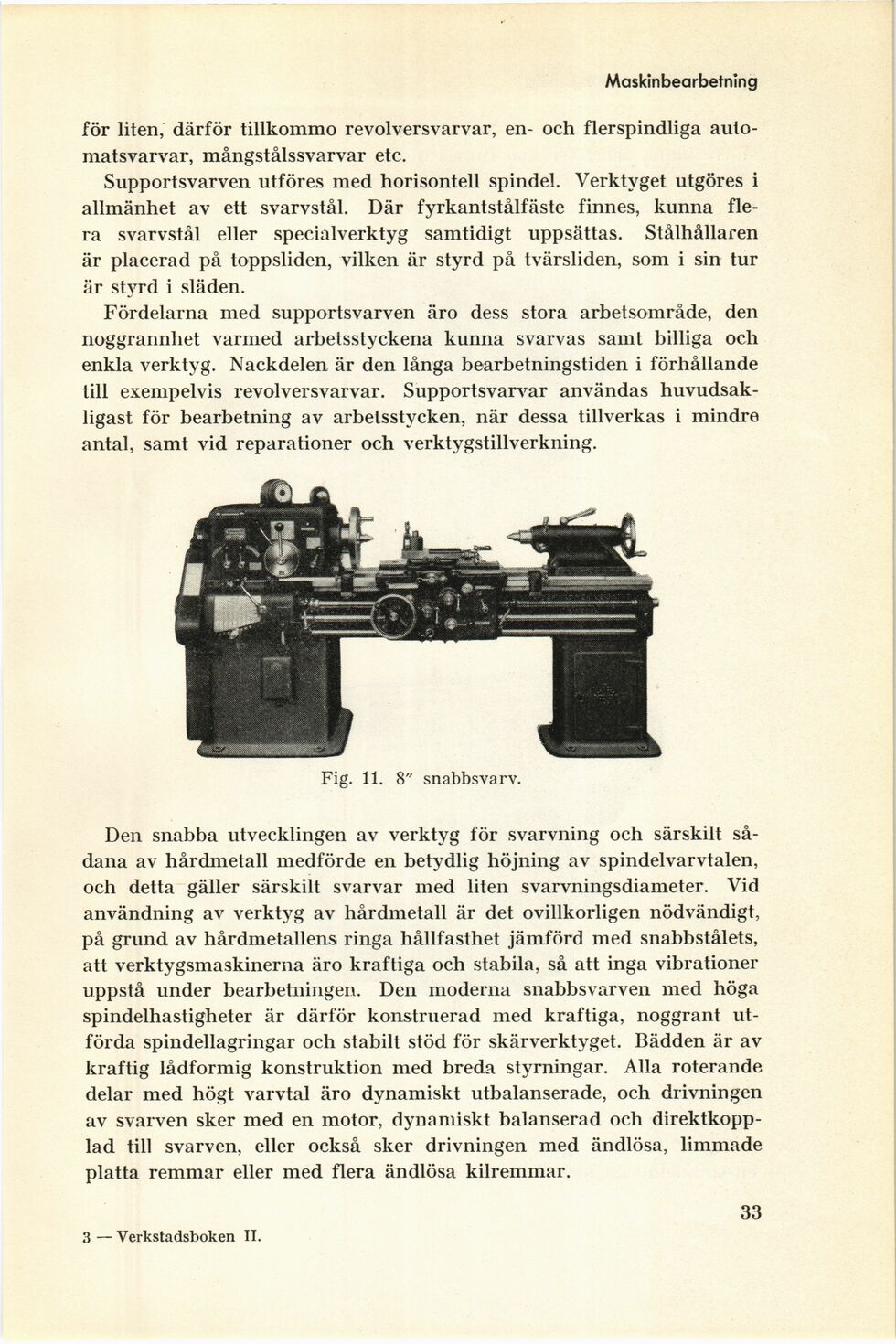
Fig. 11. 8" snabbsvarv.
Den snabba utvecklingen av verktyg för svarvning och särskilt
sådana av hårdmetall medförde en betydlig höjning av spindelvarvtalen,
och detta gäller särskilt svarvar med liten svarvningsdiameter. Vid
användning av verktyg av hårdmetall är det ovillkorligen nödvändigt,
på grund av hårdmetallens ringa hållfasthet jämförd med snabbstålets,
att verktygsmaskinerna äro kraftiga och stabila, så att inga vibrationer
uppstå under bearbetningen. Den moderna snabbsvarven med höga
spindelhastigheter är därför konstruerad med kraftiga, noggrant
utförda spindellagringar och stabilt stöd för skärverktyget. Bädden är av
kraftig lådformig konstruktion med breda styrningar. Alla roterande
delar med högt varvtal äro dynamiskt utbalanserade, och drivningen
av svarven sker med en motor, dynamiskt balanserad och
direktkopp-lad till svarven, eller också sker drivningen med ändlösa, limmade
platta remmar eller med flera ändlösa kilremmar.
3 — Verkstadsboken II.
33
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}