
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 6. Svarvning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
Skola gängor skäras i maskiner, vilka ha flera spindelhastigheter,
är det lämpligt att för detta ändamål använda roterande gängverktyg.
Ett sådant verktyg är fästat på en axel, som vid gängningen roterar
något hastigare än arbetsstycket. Vid avgängningen skall det däremot
rotera långsammare. På så sätt erhållas relativrörelser mellan
gängverktyget och arbetsstycket. Spindelhastigheterna måste vara så, att de
vid gängning resp, avgängning brukliga skärhastigheterna erhållas.
Rörelseriktningen för svarvspindeln är då alltid densamma, och
spindeldrivningen blir tämligen enkel.
De automatiskt omkopplingsbara spindelhastigheterna, avsedda att
användas vid svarvning av arbetsstycken av järn och mjukt stål, äro
så valda, att man alltid erhåller de för maskinen lämpligaste
skärhastigheterna. Det bör även finnas möjligheter till att öka eller minska
spindelns varvtal i hastighetsserien, så att dessa även bli passande för
bearbetning av andra mera svårbearbetade material, såsom
kromnickel-stål, eller mera lättbearbetade, såsom mässing och lättmetaller. Då
ändringen av hastighetsserien avser arbeten för längre tid, användas
växelhjul med annan utväxling. De utbytas varje gång maskinen
startas för ett nytt arbete, som fordrar andra skärhastigheter. Då
automater endast användas för massfabrikation, är det sällan som
hastighets-seriens varvtal behöver ändras, varför det är lämpligt använda denna
billiga drivanordning. Antal hastigheter, som kunna erhållas,
bestämmes av de till maskinen hörande satshjulen. För maskiner, som äro
avsedda för bearbetning av endast likartade arbetsstycken. är det t. o. m.
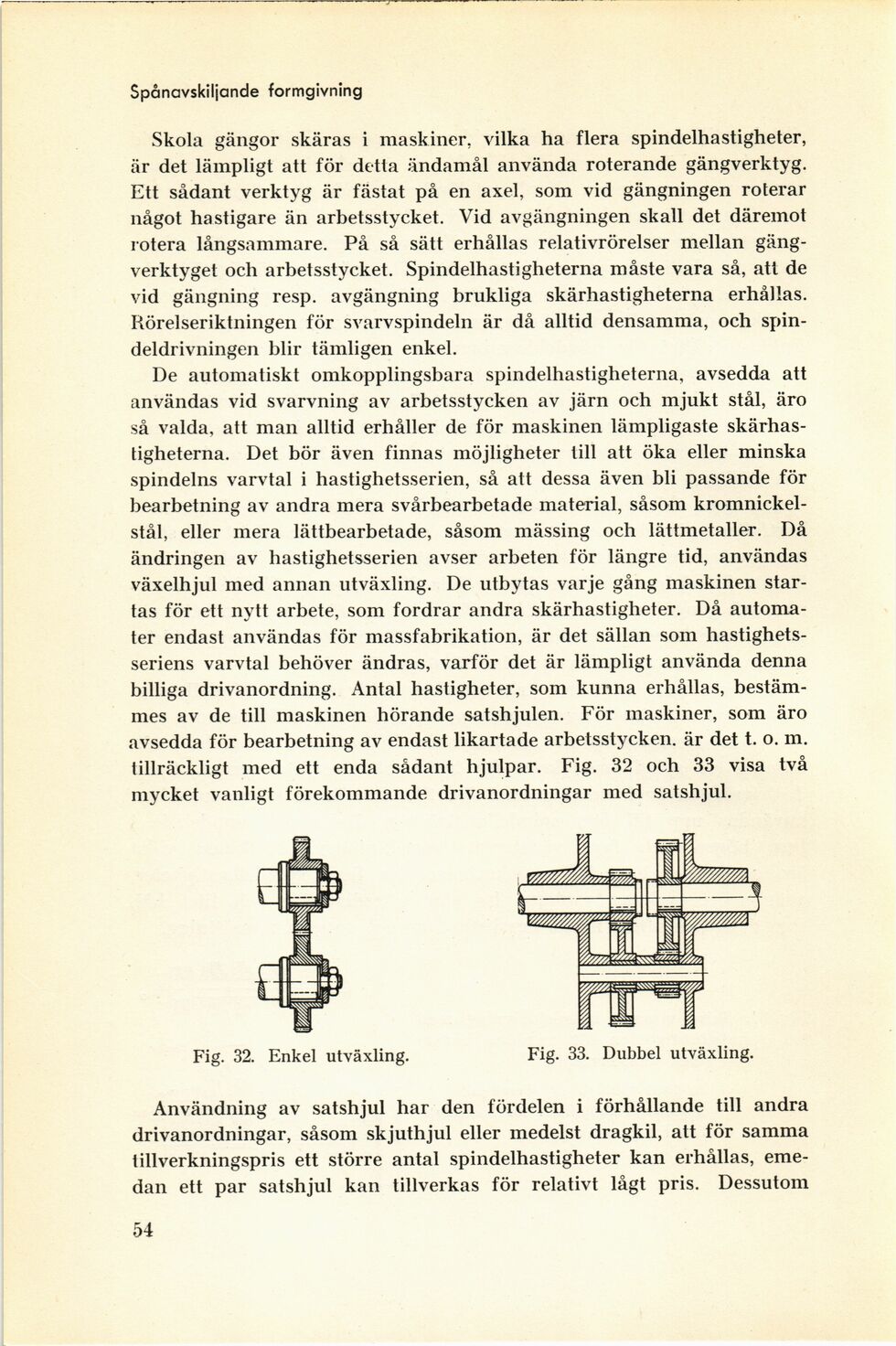
tillräckligt med ett enda sådant hjulpar. Fig. 32 och 33 visa två
mycket vanligt förekommande drivanordningar med satshjul.
Fig. 32. Enkel utväxling. Fig. 33. Dubbel utväxling.
Användning av satshjul har den fördelen i förhållande till andra
drivanordningar, såsom skjuthjul eller medelst dragkil, att för samma
tillverkningspris ett större antal spindelhastigheter kan erhållas,
emedan ett par satshjul kan tillverkas för relativt lågt pris. Dessutom
54
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}