
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 6. Svarvning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
blir ungefär lika lång, emedan eljest spindlar med kortare
arbets-operationer skulle få vänta, medan de med längre färdigställdes.
Be-arbetningstiden skulle då bli onödigt lång.
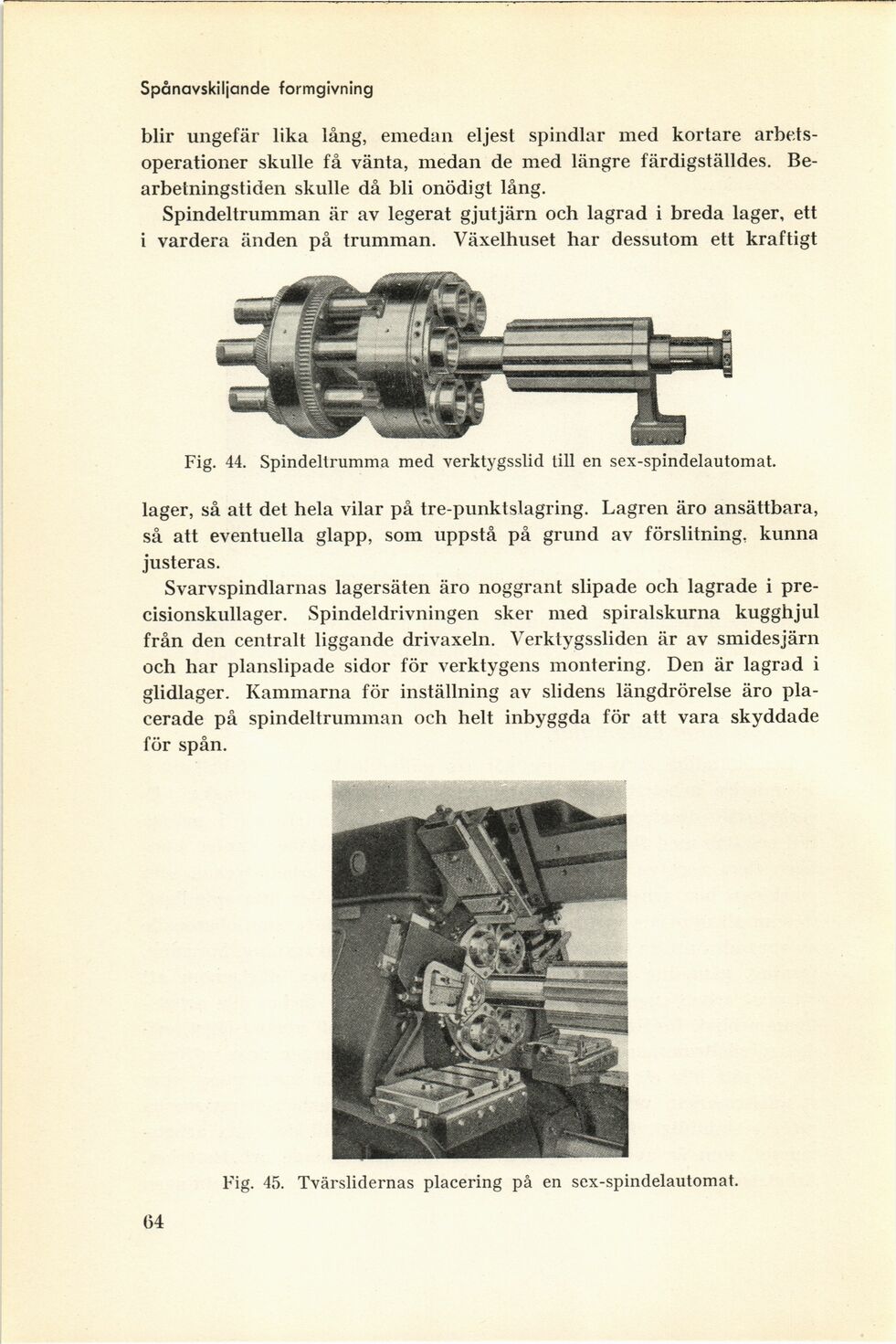
Spindeltrumman är av legerat gjutjärn och lagrad i breda lager, ett
i vardera änden på trumman. Växelhuset har dessutom ett kraftigt
Fig. 44. Spindeltrumma med verktygsslid till en sex-spindelautomat.
lager, så att det hela vilar på tre-punktslagring. Lagren äro ansättbara,
så att eventuella glapp, som uppstå på grund av förslitning, kunna
justeras.
Svarvspindlarnas lagersäten äro noggrant slipade och lagrade i
pre-cisionskullager. Spindeldrivningen sker med spiralskurna kugghjul
från den centralt liggande drivaxeln. Verktygssliden är av smidesjärn
och har planslipade sidor för verktygens montering. Den är lagrad i
glidlager. Kammarna för inställning av slidens längdrörelse äro
placerade på spindeltrumman och helt inbyggda för att vara skyddade
för spån.
Fig. 45. Tvärslidernas placering på en sex-spindelautomat.
64
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}