
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 12. Verktygsslipning och verktygsslipmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Spånavskiljande formgivning
för små fräsar än för större. Släppningsvinkeln bestämmes vid
slip-ningen genom inställning av slipskivan, fräsen och ledaren. Vid
slip-ning av fräsar lämpar sig slipskålen bäst, men även en rak skiva kan
användas. Om skärtoppen på tänderna är smal, kan slipningen ske
med rak skiva, om den är bred, bör slipskål användas. En rak slipskiva
kan även användas för en bred skärtopp, om man vrider
slipskivedockan ungefär 1° från noll-linjen, så att skäret närmar sig en rak
linje.
I allmänhet sker inställningen av släppningsvinkeln genom att
placera slipskivans och arbetsstyekets centrum samt stödet, eller ledaren,
i samma plan och därefter höja eller sänka slipskivedockan eller
bordet, tills önskad vinkel erhålles. En del frässlipmaskiner ha
arbets-dockan utrustad med skala för snabb inställning av fräsen till önskad
släppningsvinkel.
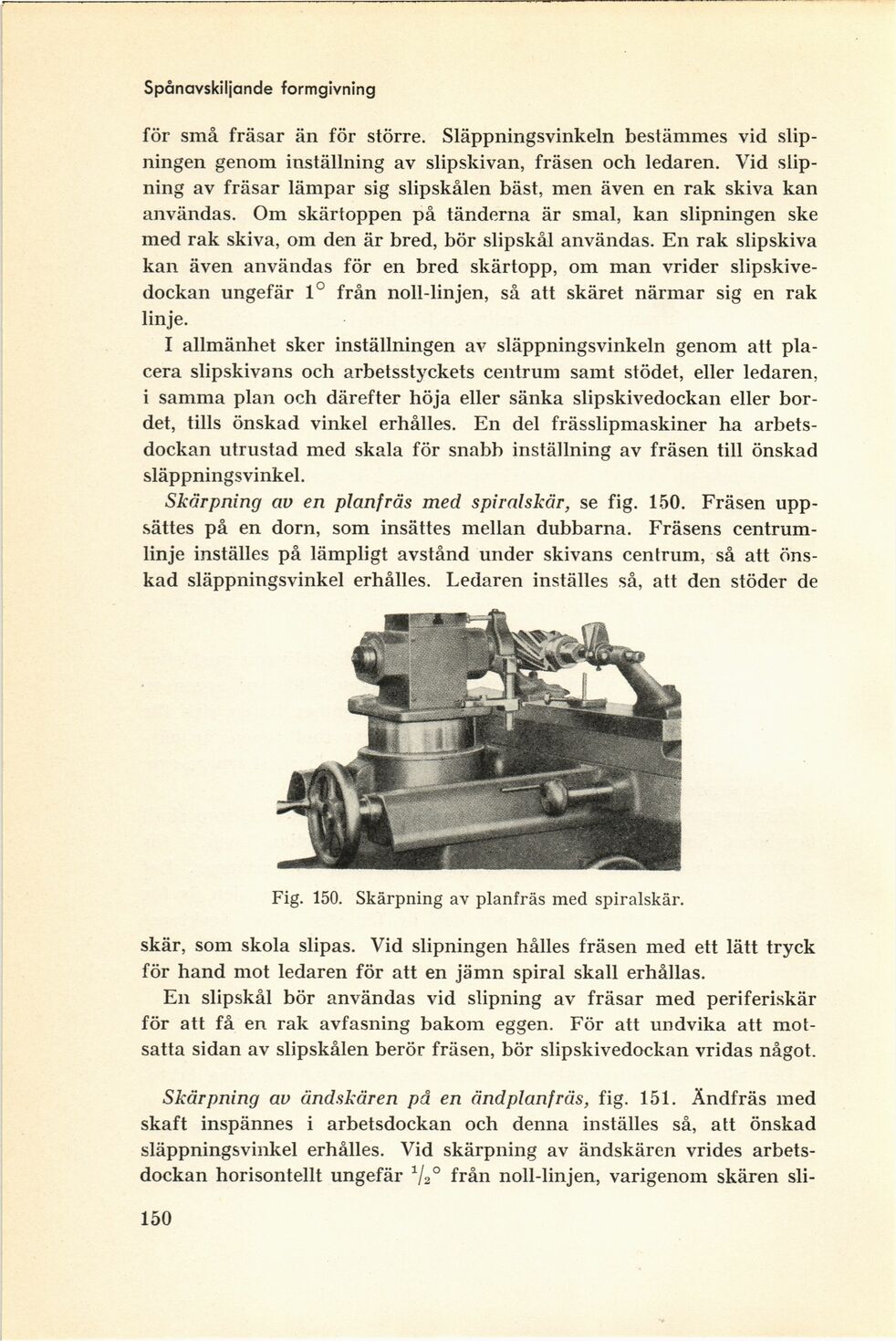
Skärpning av en planfräs med spiralskär, se fig. 150. Fräsen
upp-sättes på en dorn, som insättes mellan dubbarna. Fräsens
centrumlinje inställes på lämpligt avstånd under skivans centrum, så att
önskad släppningsvinkel erhålles. Ledaren inställes så, att den stöder de
Fig. 150. Skärpning av planfräs med spiralskär.
skär, som skola slipas. Vid slipningen hålles fräsen med ett lätt tryck
för hand mot ledaren för att en jämn spiral skall erhållas.
En slipskål bör användas vid slipning av fräsar med periferiskär
för att få en rak avfasning bakom eggen. För att undvika att
motsatta sidan av slipskålen berör fräsen, bör slipskivedockan vridas något.
Skärpning av ändskären på en änd planfräs, fig. 151. Ändfräs med
skaft inspännes i arbetsdockan och denna inställes så, att önskad
släppningsvinkel erhålles. Vid skärpning av ändskären vrides
arbetsdockan horisontellt ungefär i/2° från noll-linjen, varigenom skären sli-
150
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}