
Full resolution (JPEG) - On this page / på denna sida - Spånavskiljande formgivning, av Einar Wiberg - Maskinbearbetningsmetoder - 12. Verktygsslipning och verktygsslipmaskiner
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
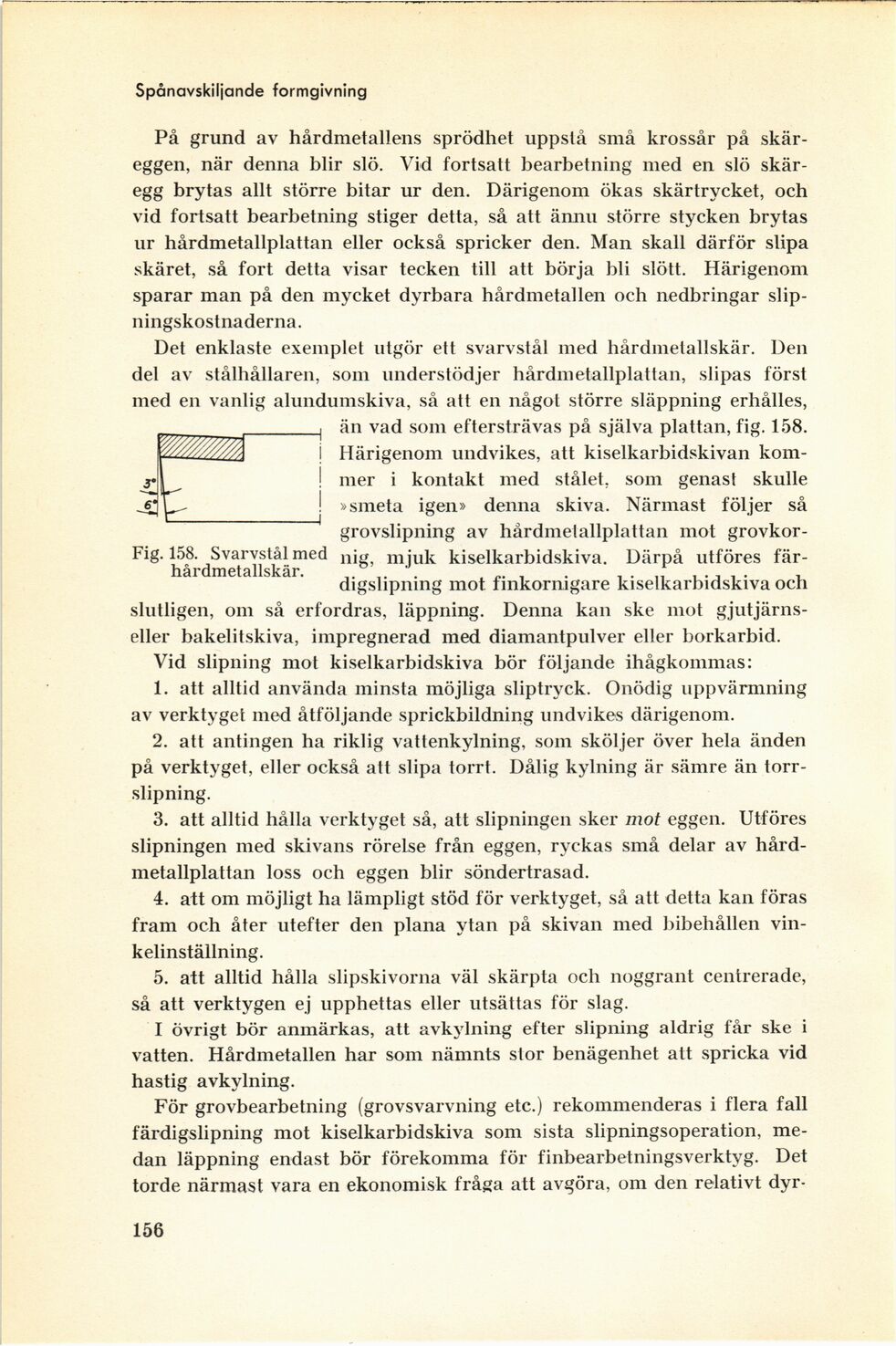
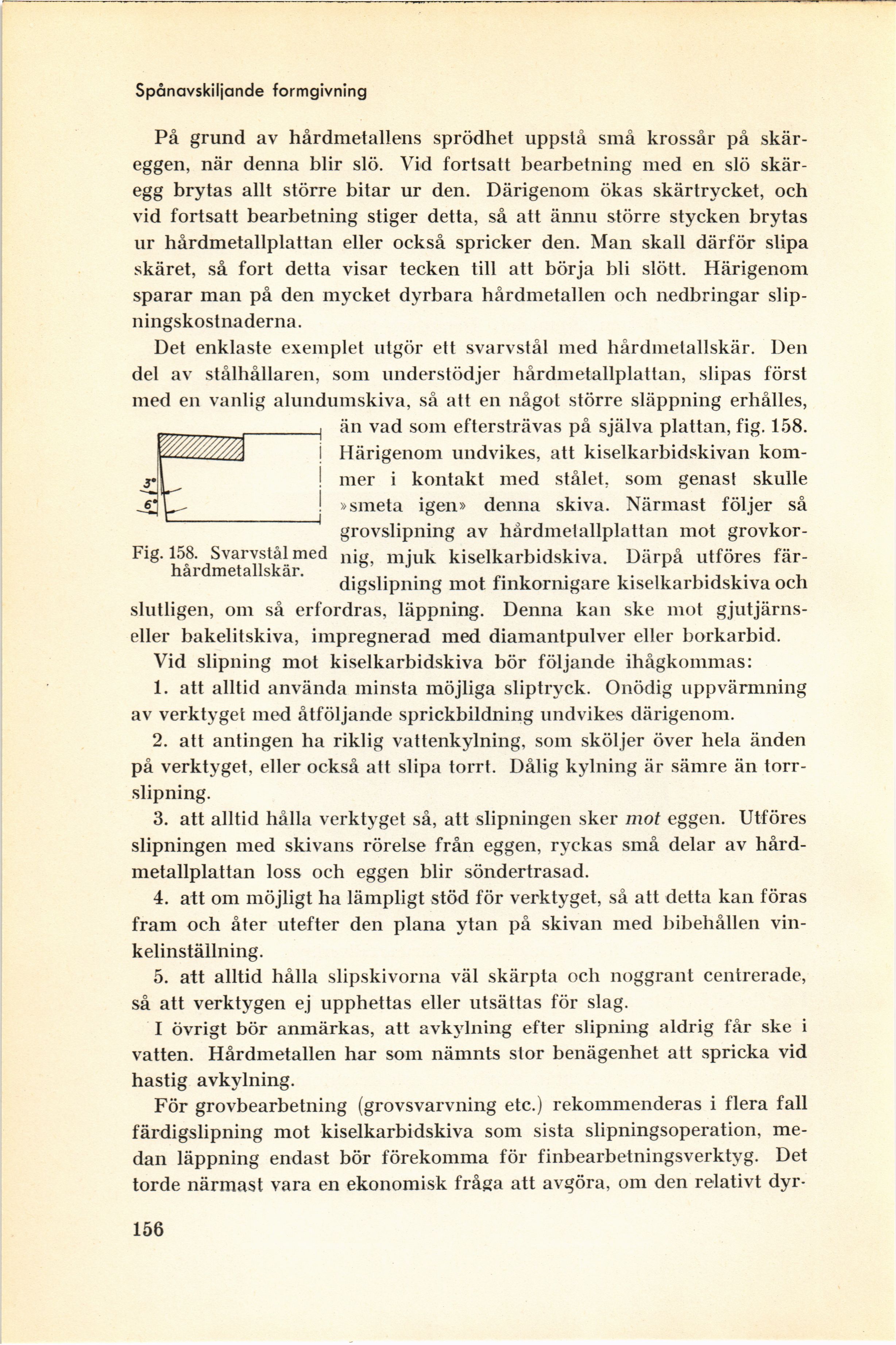
Fig. 158. Svarvstål med
hårdmetallskär.
Spånavskiljande formgivning
På grund av hårdmetallens sprödhet uppstå små krossår på
skäreggen, när denna blir slö. Vid fortsatt bearbetning med en slö
skäregg brytas allt större bitar ur den. Därigenom ökas skärtrycket, och
vid fortsatt bearbetning stiger detta, så att ännu större stycken brytas
ur hårdmetallplattan eller också spricker den. Man skall därför slipa
skäret, så fort detta visar tecken till att börja bli slött. Härigenom
sparar man på den mycket dyrbara hårdmetallen och nedbringar
slip-ningskostnaderna.
Det enklaste exemplet utgör ett svarvstål med hårdmetallskär. Den
del av ståthållaren, som understödjer hårdmetallplattan, slipas först
med en vanlig alundumskiva, så att en något större släppning erhålles,
än vad som eftersträvas på själva plattan, fig. 158.
Härigenom undvikes, att kiselkarbidskivan
kommer i kontakt med stålet, som genast skulle
»smeta igen» denna skiva. Närmast följer så
grovslipning av hårdmetallplattan mot
grovkornig, mjuk kiselkarbidskiva. Därpå utföres
fär-digslipning mot finkornigare kiselkarbidskiva och
slutligen, om så erfordras, läppning. Denna kan ske mot
gjutjärns-eller bakelitskiva, impregnerad med diamantpulver eller borkarbid.
Vid slipning mot kiselkarbidskiva bör följande ihågkommas:
1. att alltid använda minsta möjliga sliptryck. Onödig uppvärmning
av verktyget med åtföljande sprickbildning undvikes därigenom.
2. att antingen ha riklig vattenkylning, som sköljer över hela änden
på verktyget, eller också att slipa torrt. Dålig kylning är sämre än
torr-slipning.
3. att alltid hålla verktyget så, att slipningen sker mot eggen. Utföres
slipningen med skivans rörelse från eggen, ryckas små delar av
hård-metallplattan loss och eggen blir söndertrasad.
4. att om möjligt ha lämpligt stöd för verktyget, så att detta kan föras
fram och åter utefter den plana ytan på skivan med bibehållen
vinkelinställning.
5. att alltid hålla slipskivorna väl skärpta och noggrant centrerade,
så att verktygen ej upphettas eller utsättas för slag.
I övrigt bör anmärkas, att avkylning efter slipning aldrig får ske i
vatten. Hårdmetallen har som nämnts stor benägenhet att spricka vid
hastig avkylning.
För grovbearbetning (grovsvarvning etc.) rekommenderas i flera fall
färdigslipning mot kiselkarbidskiva som sista slipningsoperation,
medan läppning endast bör förekomma för finbearbetningsverktyg- Det
torde närmast vara en ekonomisk fråga att avgöra, om den relativt
dyr
156
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}