
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Framställning av halvfabrikat - 20. Stångpressning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Framställning av halvfabrikat
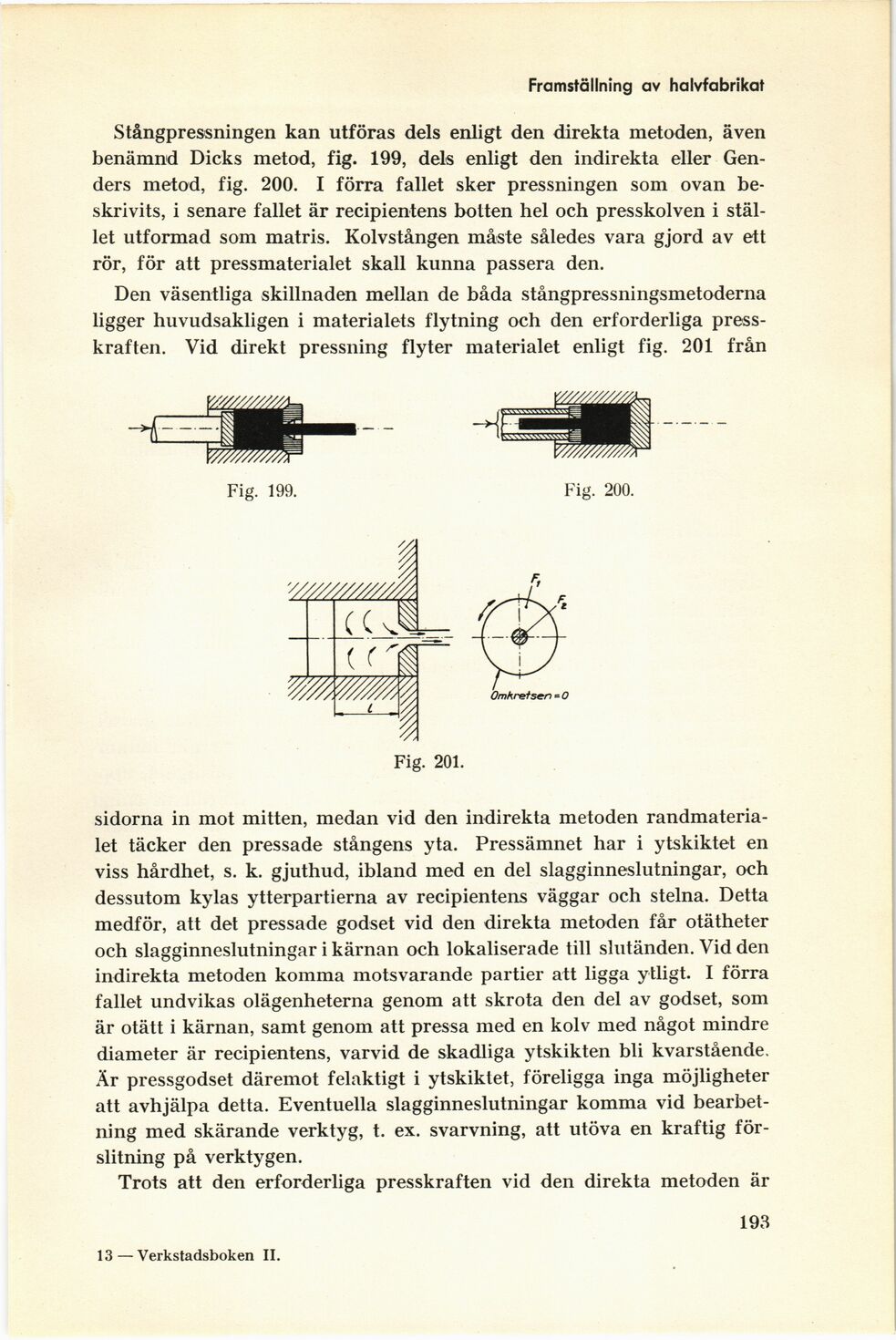
Stångpressningen kan utföras dels enligt den direkta metoden, även
benämnd Dicks metod, fig. 199, dels enligt den indirekta eller
Gen-ders metod, fig. 200. I förra fallet sker pressningen som ovan
beskrivits, i senare fallet är recipientens botten hel och presskolven i
stället utformad som matris. Kolvstången måste således vara gjord av ett
rör, för att pressmaterialet skall kunna passera den.
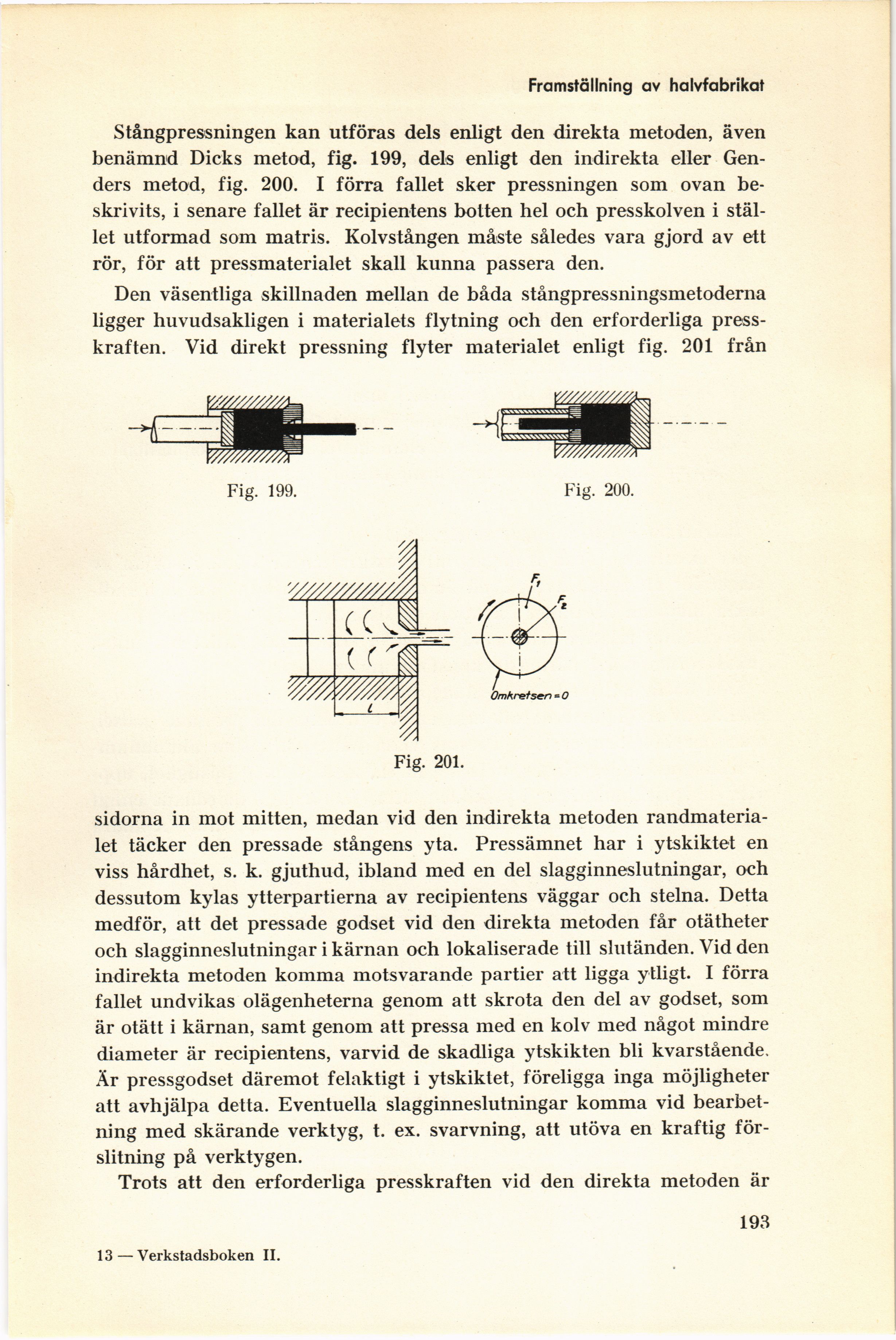
Den väsentliga skillnaden mellan de båda stångpressningsmetoderna
ligger huvudsakligen i materialets flytning och den erforderliga
presskraften. Vid direkt pressning flyter materialet enligt fig. 201 från
Fig. 199.
Fig. 200.
Fig. 201.
sidorna in mot mitten, medan vid den indirekta metoden
randmaterialet täcker den pressade stångens yta. Pressämnet har i ytskiktet en
viss hårdhet, s. k. gjuthud, ibland med en del slagginneslutningar, och
dessutom kylas ytterpartierna av recipientens väggar och stelna. Detta
medför, att det pressade godset vid den direkta metoden får otätheter
och slagginneslutningar i kärnan och lokaliserade till slutänden. Vid den
indirekta metoden komma motsvarande partier att ligga ytligt. I förra
fallet undvikas olägenheterna genom att skrota den del av godset, som
är otätt i kärnan, samt genom att pressa med en kolv med något mindre
diameter är recipientens, varvid de skadliga ytskikten bli kvarstående.
Är pressgodset däremot felaktigt i ytskiktet, föreligga inga möjligheter
att avhjälpa detta. Eventuella slagginneslutningar komma vid
bearbetning med skärande verktyg, t. ex. svarvning, att utöva en kraftig
förslitning på verktygen.
Trots att den erforderliga presskraften vid den direkta metoden är
193
13 — Verkstadsboken II.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}