
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Gjutning - 24. Formning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gjutning
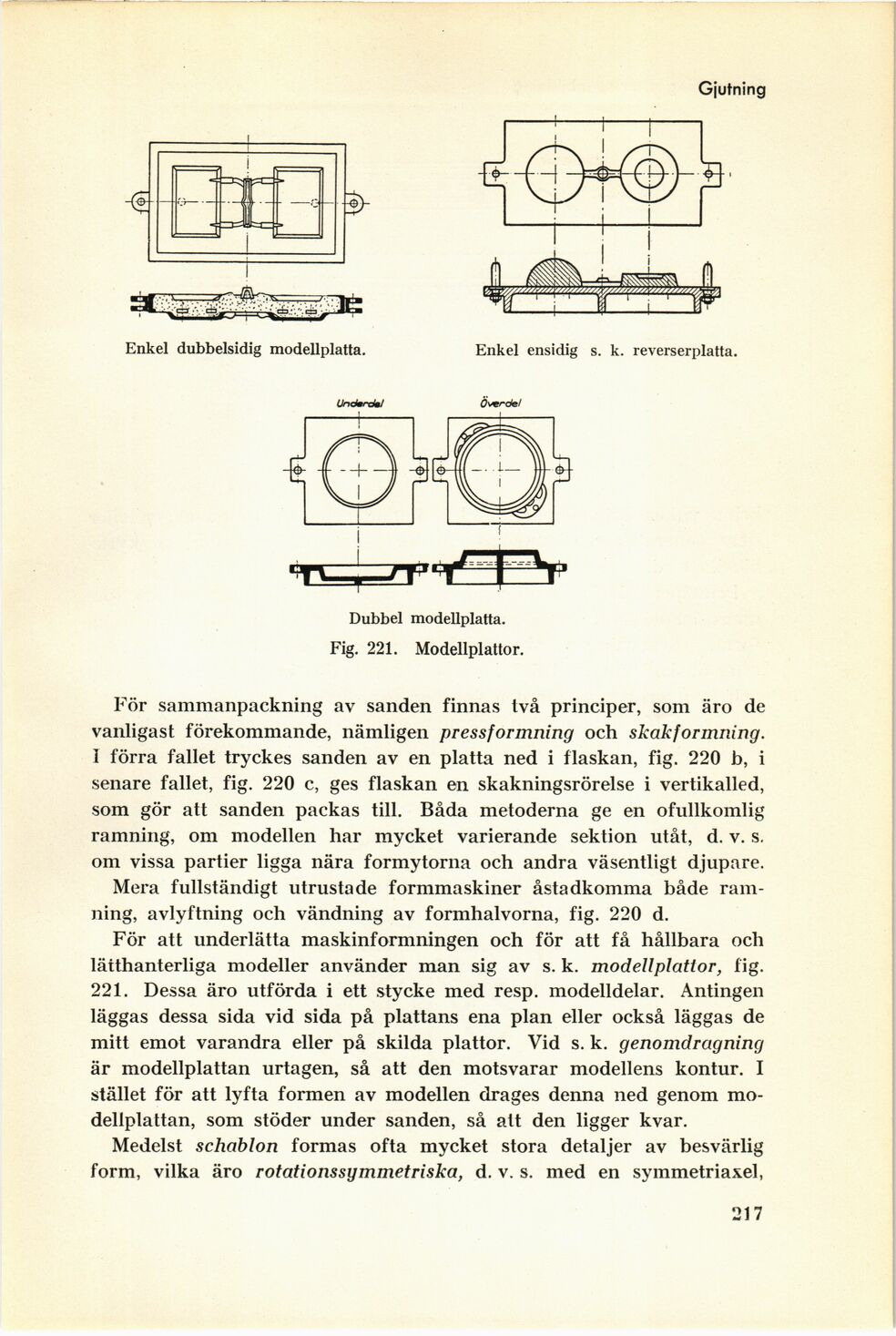
Enkel dubbelsidig modellplatta.
Enkel ensidig s. k. reverserplatta.
Dubbel modellplatta.
Fig. 221. Modellplattor.
För sammanpackning av sanden finnas två principer, som äro de
vanligast förekommande, nämligen pressformning och skak formning.
I förra fallet tryckes sanden av en platta ned i flaskan, fig. 220 b, i
senare fallet, fig. 220 c, ges flaskan en skakningsrörelse i vertikalled,
som gör att sanden packas till. Båda metoderna ge en ofullkomlig
ramning, om modellen har mycket varierande sektion utåt, d. v. s.
om vissa partier ligga nära formytorna och andra väsentligt djupare.
Mera fullständigt utrustade formmaskiner åstadkomma både
ramning, avlyftning och vändning av formhalvorna, fig. 220 d.
För att underlätta maskinformningen och för att få hållbara och
lätthanterliga modeller använder man sig av s. k. modellplatior, fig.
221. Dessa äro utförda i ett stycke med resp, modelldelar. Antingen
läggas dessa sida vid sida på plattans ena plan eller också läggas de
mitt emot varandra eller på skilda plattor. Vid s. k. genomdragning
är modellplattan urtagen, så att den motsvarar modellens kontur. I
stället för att lyfta formen av modellen dragés denna ned genom
modellplattan, som stöder under sanden, så att den ligger kvar.
Medelst schablon formas ofta mycket stora detaljer av besvärlig
form, vilka äro rotationssymmetriska, d. v. s. med en symmetriaxel,
217
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}