
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Gjutning - 24. Formning - 25. Gjutningen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gjutning
För sistnämnda ändamål begagnas s. k. kärnstöd och kärnpallar, som
vila mot formväggen och som ingjutas i godset. Större kärnor av
detta slag måste armeras för att hålla ihop under trycket av det smälta
järnet. Armeringen kan utgöras av ett rör, en järngrimma, fig. 223,
eller av en enkel balk eller ett profiljäm.
25. Gjutningen.
Den smälta metallen från ugnarna tillföres formarna i deglar eller
skänkar. Ingjutningen fordrar stor uppmärksamhet för att godset ej
skall fördärvas, även om formen är fullgod och i övrigt alla
förutsättningar finnas för att framställa ett felfritt gods. Ingjutningen bör ske
på en gång. Avbrytes den, kan metallen hinna stelna i formen, och
den nypåhällda metallen svetsar ej ihop med den stelnade. Man får
s. k kallflytning i godset. Den ger sig tillkänna som en sprickbildning,
som ofta ej syns förrän efter bearbetning. Ingjutningen bör fortsätta,
tills metall blir synlig i stiggöten. Vid gjutningen framträngande
gaser böra antändas, då de utgöras av koloxid och således i större
mängder äro giftiga. Före ingjutningen bör metallen i skänken skummas
fri från slagg, aska etc. på ytan. För detta ändamål brukar man
vid gjutningen hålla en ten eller dorn i smältan invid pipen på
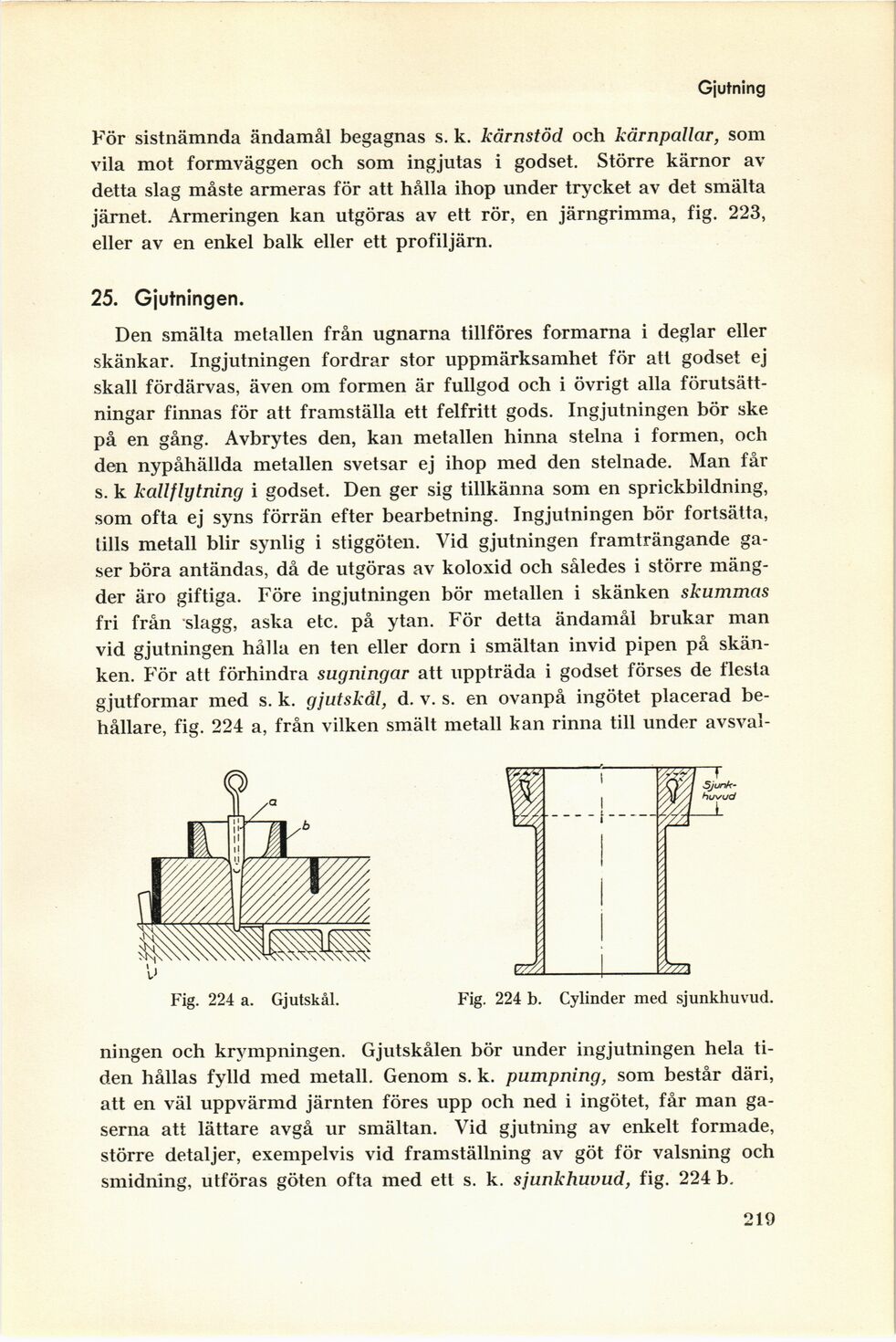
skänken. För att förhindra sugningar att uppträda i godset förses de flesta
gjutformar med s. k. gjutskål, d. v. s. en ovanpå ingötet placerad
behållare, fig. 224 a, från vilken smält metall kan rinna till under avsval-
Fig. 224 b. Cylinder med sjunkhuvud.
Fig. 224 a. Gjutskål.
ningen och krympningen. Gjutskålen bör under ingjutningen hela
tiden hållas fylld med metall. Genom s. k. pumpning, som består däri,
att en väl uppvärmd jämten föres upp och ned i ingötet, får man
gaserna att lättare avgå ur smältan. Vid gjutning av enkelt formade,
större detaljer, exempelvis vid framställning av göt för valsning och
smidning, utföras göten ofta med ett s. k. sjunkhuvud, fig. 224 b.
219
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}