
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Smidning - 46. Sänksmide
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Smidning
är, att medan noggrannheten på de vanliga verktygsmaskinerna, såsom
svarvar, borrmaskiner etc., tillmätes mycket stor betydelse för den
noggrannhet, som kan uppnås på i dessa maskiner bearbetade
detaljer, man ofta låter hammare och pressar nötas till glapp, som
omöjliggör önskad noggrannhet i bearbetningen. Detta kompenseras med
extra styranordningar på sänkena. Det är speciellt dammet från
ässjor o. d., som sliter på maskinernas styrningar.
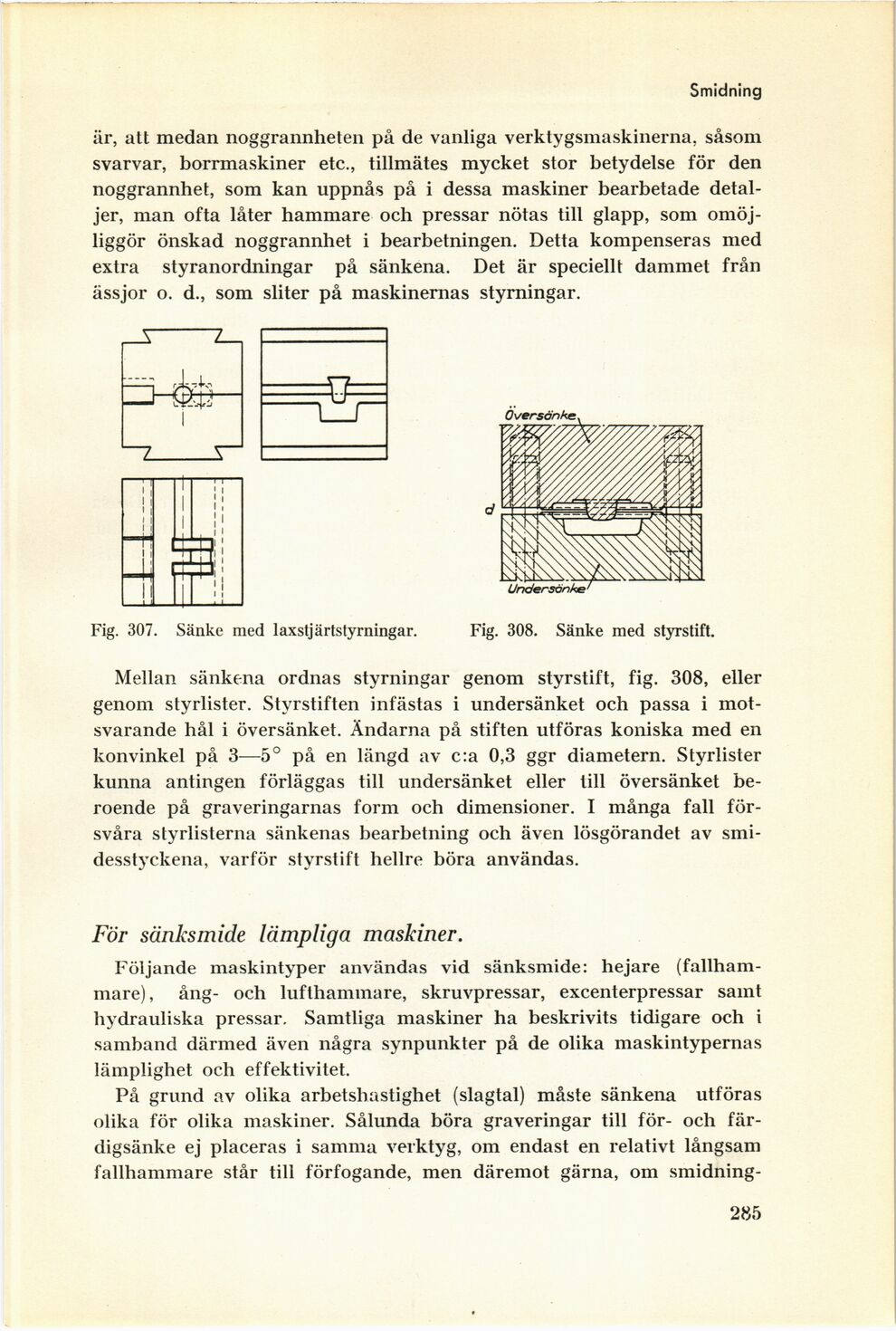
Fig. 308. Sänke med styrstift.
Fig. 307. Sänke med laxstjärtstyrningar.
Mellan sänkena ordnas styrningar genom styrstift, fig. 308, eller
genom styrlister. Styrstiften infästas i undersänket och passa i
motsvarande hål i översänket. Ändarna på stiften utföras koniska med en
konvinkel på 3—5° på en längd av c:a 0,3 ggr diametern. Styrlister
kunna antingen förläggas till undersänket eller till översänket
beroende på graveringarnas form och dimensioner. I många fall
försvåra styrlisterna sänkenas bearbetning och även lösgörandet av
smi-desstyckena, varför styrstift hellre böra användas.
För sänksmide lämpliga maskiner.
Följande maskintyper användas vid sänksmide: hejare
(fallhammare), ång- och lufthammare, skruvpressar, excenterpressar samt
hydrauliska pressar. Samtliga maskiner ha beskrivits tidigare och i
samband därmed även några synpunkter på de olika maskintypernas
lämplighet och effektivitet.
På grund av olika arbetshastighet (slagtal) måste sänkena utföras
olika för olika maskiner. Sålunda böra graveringar till för- och
fär-digsänke ej placeras i samma verktyg, om endast en relativt långsam
fallhammare står till förfogande, men däremot gärna, om smidning-
285
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}