
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 51. Sönderdelning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
avsedd för handdrivning medelst en spak och försedd med utbytbara
profilskär för olika dimensioner. En större maskindriven sax för
avklippning av balkar visas i fig. 330.
’ 1 ..
Stansning.
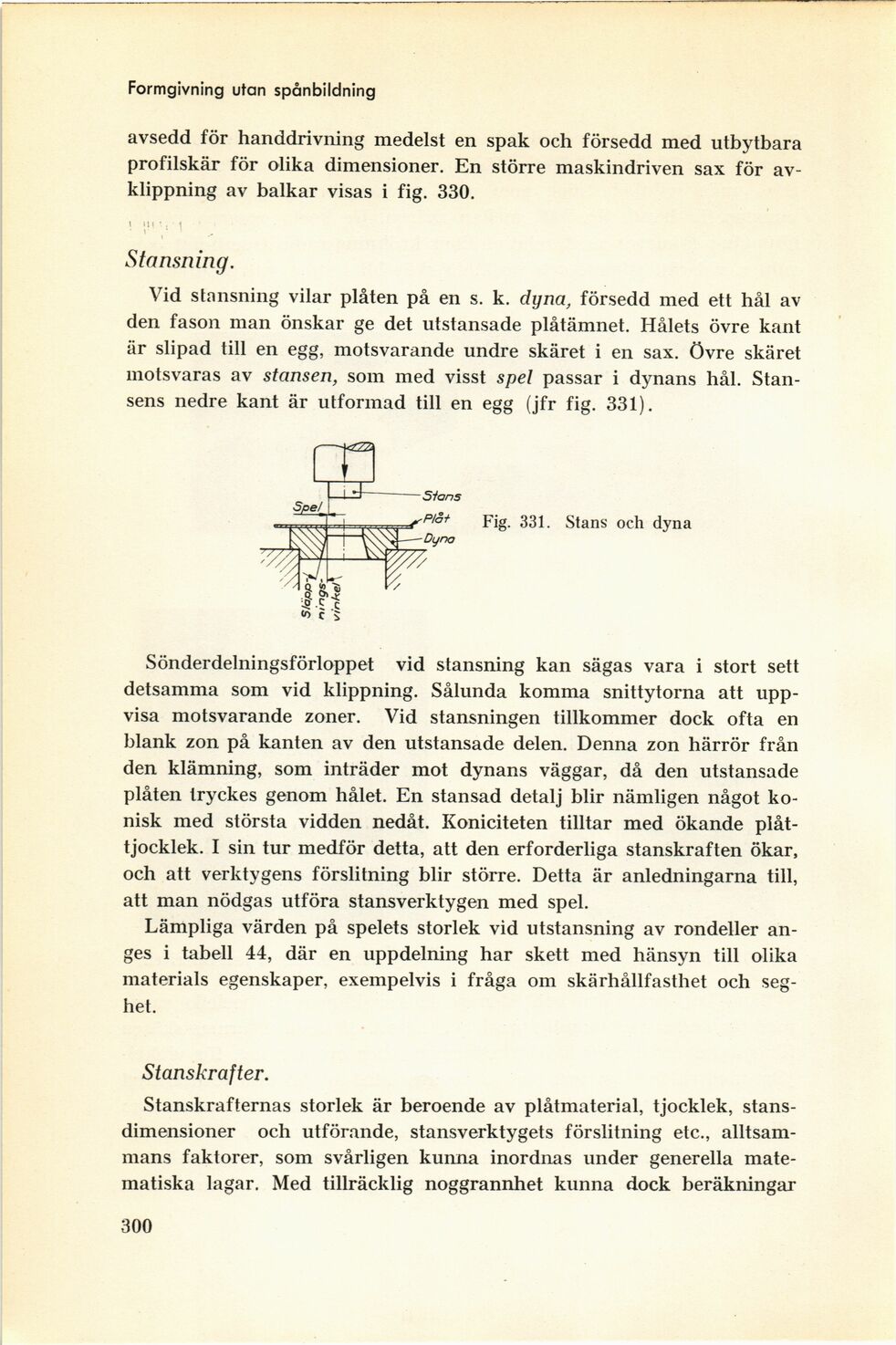
Vid stansning vilar plåten på en s. k. dyna, försedd med ett hål av
den fason man önskar ge det utstansade plåtämnet. Hålets övre kant
är slipad till en egg, motsvarande undre skäret i en sax. Övre skäret
motsvaras av stansen, som med visst spel passar i dynans hål.
Stansens nedre kant är utformad till en egg (jfr fig. 331).
Fig. 331. Stans och dyna
Sönderdelningsförloppet vid stansning kan sägas vara i stort sett
detsamma som vid klippning. Sålunda komma snittytorna att
uppvisa motsvarande zoner. Vid stansningen tillkommer dock ofta en
blank zon på kanten av den utstansade delen. Denna zon härrör från
den klämning, som inträder mot dynans väggar, då den utstansade
plåten tryckes genom hålet. En stansad detalj blir nämligen något
ko-nisk med största vidden nedåt. Koniciteten tilltar med ökande
plåttjocklek. I sin tur medför detta, att den erforderliga stanskraften ökar,
och att verktygens förslitning blir större. Detta är anledningarna till,
att man nödgas utföra stansverktygen med spel.
Lämpliga värden på spelets storlek vid utstansning av rondeller
anges i tabell 44, där en uppdelning har skett med hänsyn till olika
materials egenskaper, exempelvis i fråga om skärhållfasthet och
seghet.
Stanskrafter.
Stanskrafternas storlek är beroende av plåtmaterial, tjocklek,
stansdimensioner och utförande, stansverktygets förslitning etc.,
alltsammans faktorer, som svårligen kunna inordnas under generella
matematiska lagar. Med tillräcklig noggrannhet kunna dock beräkningar
300
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}