
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 51. Sönderdelning av plåt

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Formgivning utan spånbildning
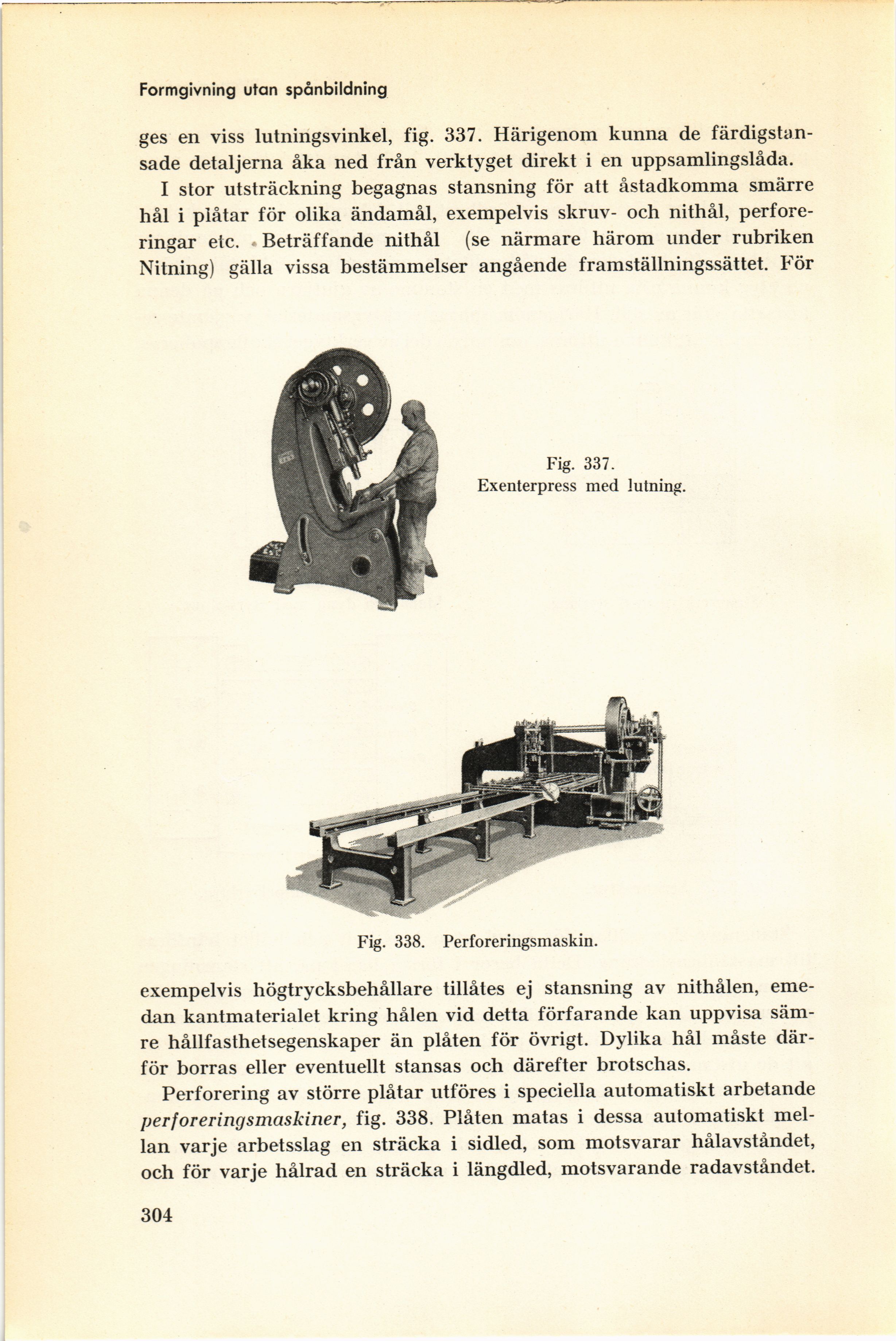
ges en viss lutningsvinkel, fig. 337. Härigenom kunna de
färdigstan-sade detaljerna åka ned från verktyget direkt i en uppsamlingslåda.
I stor utsträckning begagnas stansning för att åstadkomma smärre
hål i plåtar för olika ändamål, exempelvis skruv- och nithål,
perforeringar etc. . Beträffande nithål (se närmare härom under rubriken
Nitning) gälla vissa bestämmelser angående framställningssättet. För
Fig. 337.
Exenterpress med lutning.
Fig. 338. Perforeringsmaskin.
exempelvis högtrycksbehållare tillåtes ej stansning av nithålen,
emedan kantmaterialet kring hålen vid detta förfarande kan uppvisa
sämre hållfasthetsegenskaper än plåten för övrigt. Dylika hål måste
därför borras eller eventuellt stansas och därefter brotschas.
Perforering av större plåtar utföres i speciella automatiskt arbetande
perforeringsmaskiner, fig. 338. Plåten matas i dessa automatiskt
mellan varje arbetsslag en sträcka i sidled, som motsvarar hålavståndet,
och för varje hålrad en sträcka i längdled, motsvarande radavståndet.
304
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}