
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 51. Sönderdelning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
och vars hål med insatta bussningar styra borren under bearbetningen.
Större antal tunna eller medeltjocka plåtar borras med fördel i
paket, d. v. s. med ett antal plåtar staplade på varandra. Vinsten häri
ligger dels i ökad produktion, dels i att hålen bli noggrannare och att
mindre grader bildas än vid borrning av en enstaka plåt. Även vid
borrning av plåtpaket kunna jiggar eller borrmallar användas. För
massproduktion lämpar sig dessutom den s. k. multipelborrmaskinen,
där ett antal hål intill varandra borras samtidigt. Borrarna äro härvid
inspända i var sin chuck. Samtliga borrspindlar drivas genom
kulleder från maskinens gemensamma huvudspindel.
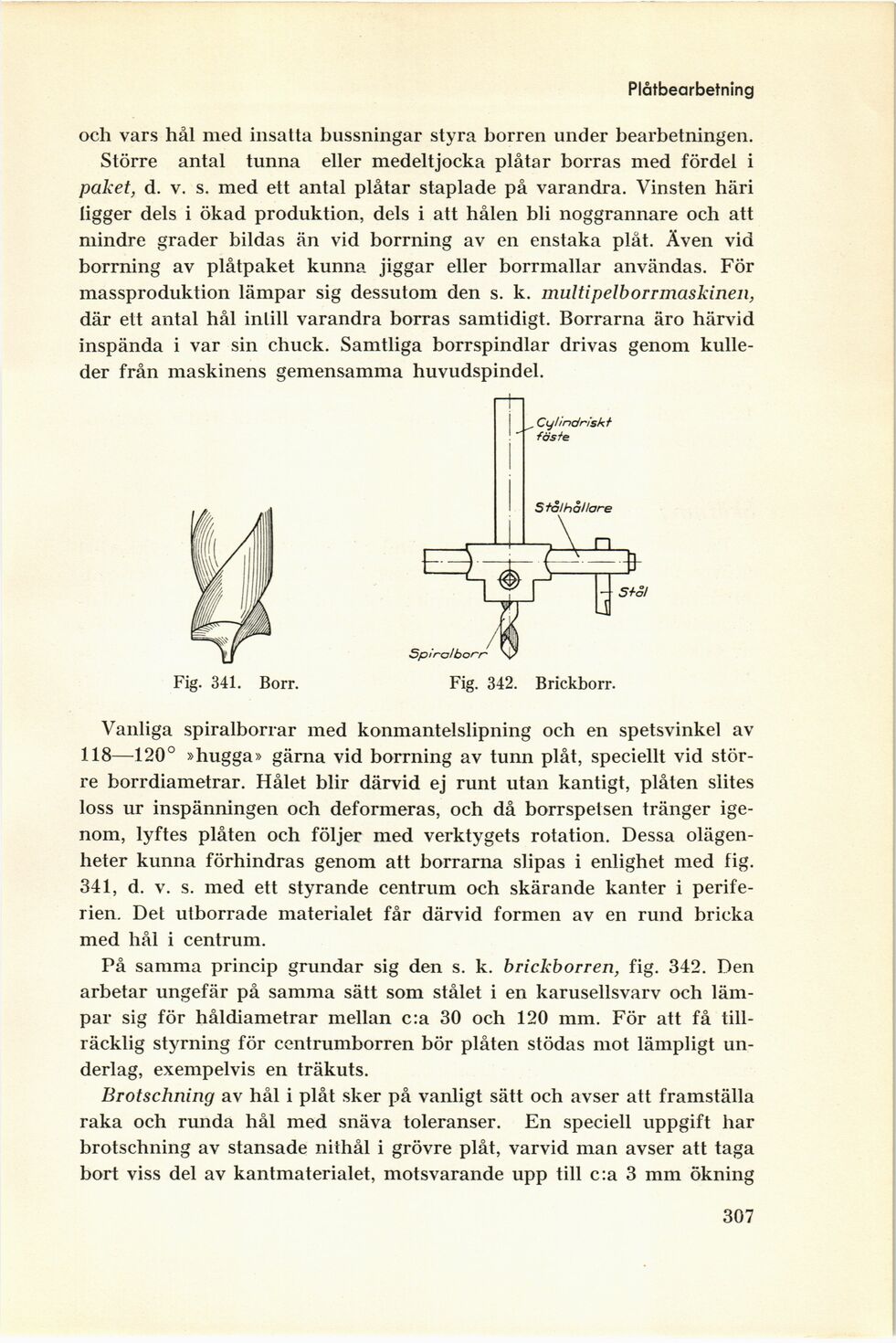
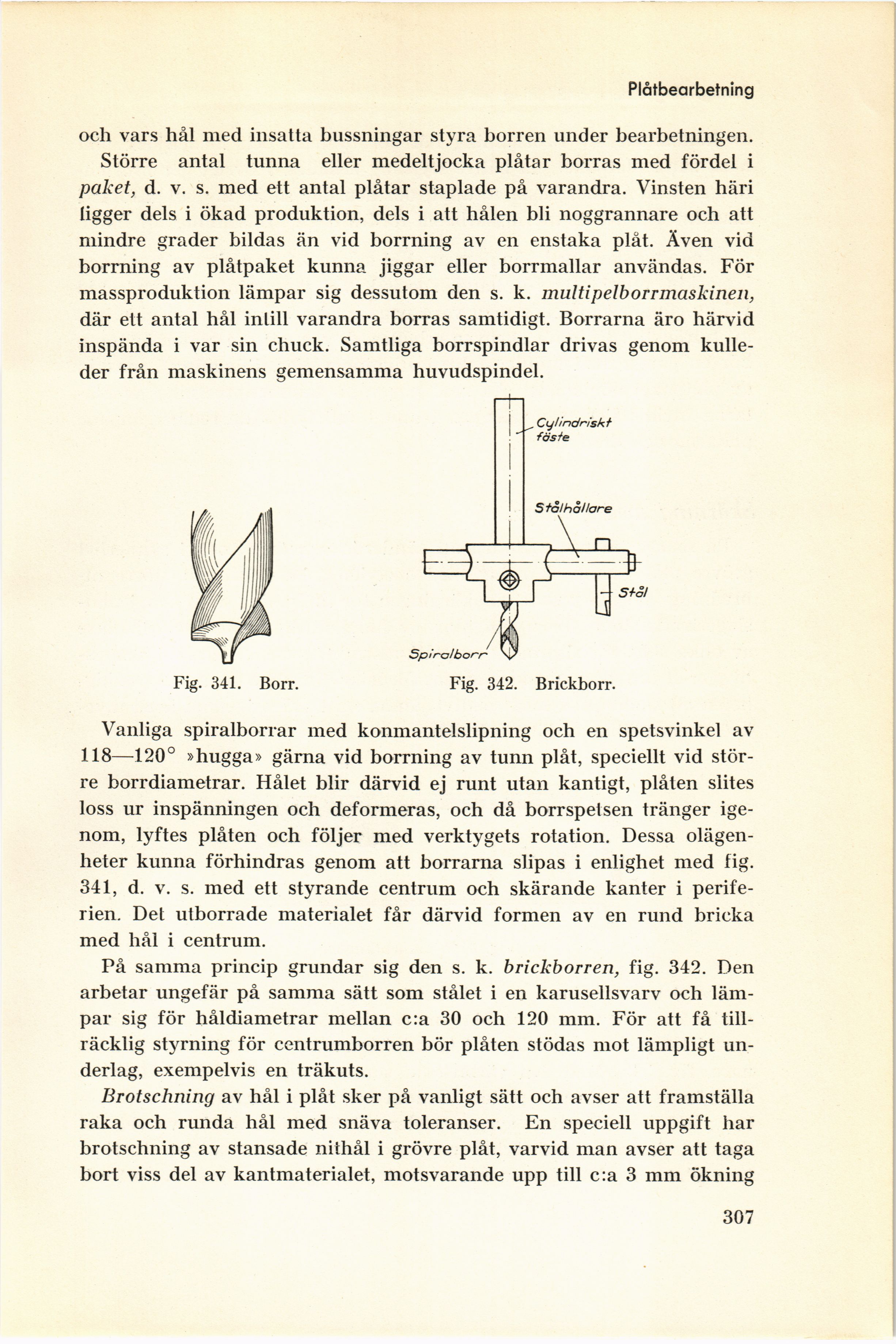
Fig. 341. Borr. Fig. 342. Brickborr.
Vanliga spiralborrar med konmantelslipning och en spetsvinkel av
118—420° »hugga» gärna vid borrning av tunn plåt, speciellt vid
större borrdiametrar. Hålet blir därvid ej runt utan kantigt, plåten slites
loss ur inspänningen och deformeras, och då borrspetsen tränger
igenom, lyftes plåten och följer med verktygets rotation. Dessa
olägenheter kunna förhindras genom att borrarna slipas i enlighet med fig.
341, d. v. s. med ett styrande centrum och skärande kanter i
periferien. Del utborrade materialet får därvid formen av en rund bricka
med hål i centrum.
På samma princip grundar sig den s. k. brickborren, fig. 342. Den
arbetar ungefär på samma sätt som stålet i en karusellsvarv och
lämpar sig för håldiametrar mellan c:a 30 och 120 mm. För att få
tillräcklig styrning för centrumborren bör plåten stödas mot lämpligt
underlag, exempelvis en träkuts.
Brotschning av hål i plåt sker på vanligt sätt och avser att framställa
raka och runda hål med snäva toleranser. En speciell uppgift har
brotschning av stansade nithål i grövre plåt, varvid man avser att taga
bort viss del av kantmaterialet, motsvarande upp till c:a 3 mm ökning
307
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}