
Full resolution (JPEG) - On this page / på denna sida - Formgivning utan spånbildning, av Olov E. Svahn - Plåtbearbetning - 52. Bockning av plåt
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Plåtbearbetning
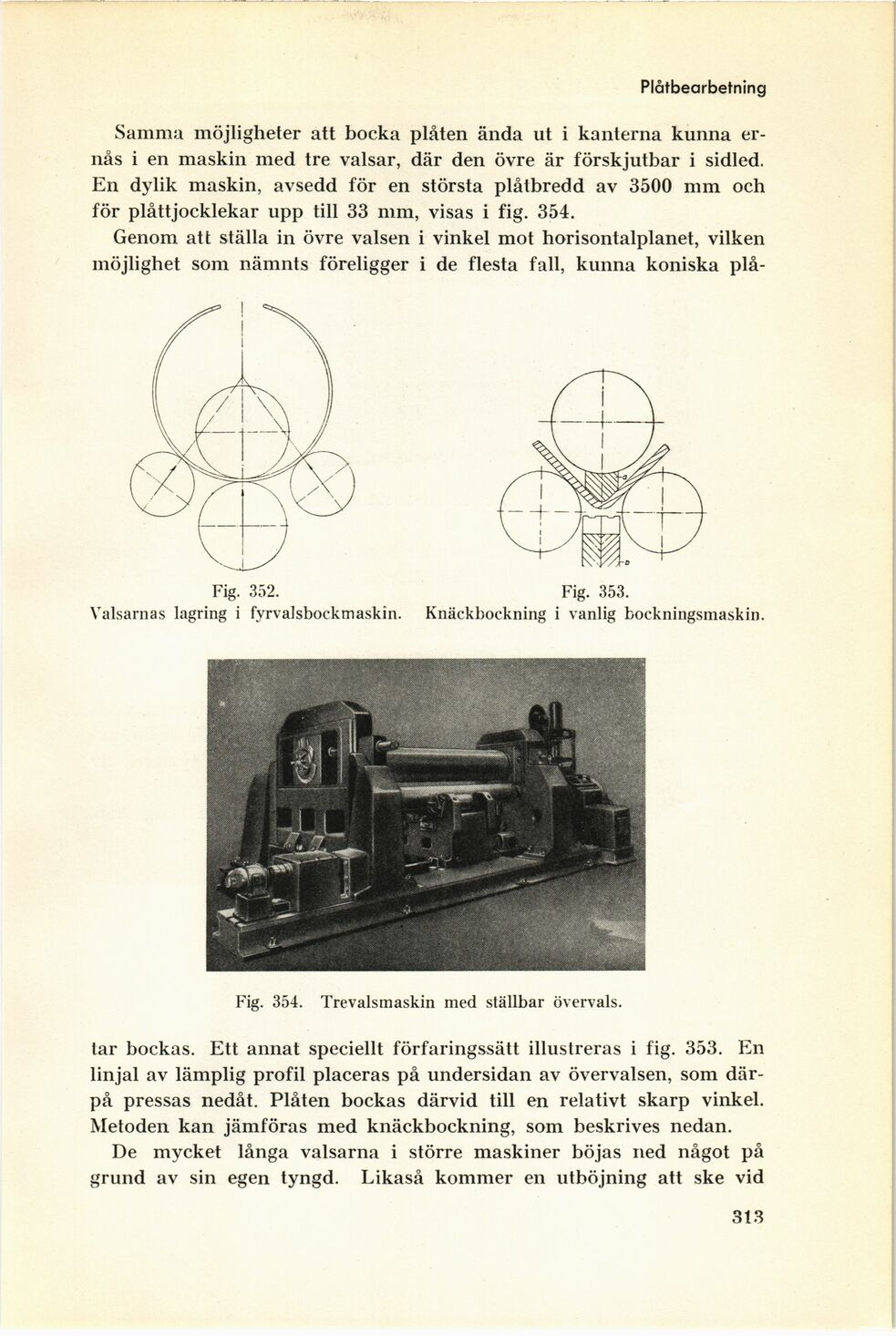
Samma möjligheter att bocka plåten ända ut i kanterna kunna
ernås i en maskin med tre valsar, där den övre är förskjutbar i sidled.
En dylik maskin, avsedd för en största plåtbredd av 3500 mm och
för plåttjocklekar upp till 33 mm, visas i fig. 354.
Genom att ställa in övre valsen i vinkel mot horisontalplanet, vilken
möjlighet som nämnts föreligger i de flesta fall, kunna koniska
plå
Fig. 352.
Valsarnas lagring i fyrvalsbockmaskin.
Fig. 353.
Knäckbockning i vanlig bockningsmaskin.
Fig. 354. Trevalsmaskin med ställbar övervals.
tar bockas. Ett annat speciellt förfaringssätt illustreras i fig. 353. En
linjal av lämplig profil placeras på undersidan av övervalsen, som
därpå pressas nedåt. Plåten bockas därvid till en relativt skarp vinkel.
Metoden kan jämföras med knäckbockning, som beskrives nedan.
De mycket långa valsarna i större maskiner böjas ned något på
grund av sin egen tyngd. Likaså kommer en utböjning att ske vid
313
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}