
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Svetsning - 70. De svetsbara metallerna och deras egenskaper

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Svetsning
Halvvarm svetsning innebär, att arbetsstycket uppvärmes till 250 å
300° C. I allmänhet är det ej nödvändigt att uppvärma hela
arbetsstycket utan endast den del av detta, där svetsningen skall utföras.
Genom uppvärmningen minskas krympningsrörelserna och därmed
även risken för sprickbildning.
Varmsvetsning. Här uppvärmes hela arbetsstycket till ungefär 600°C
(mörk rödvärme) före svetsningen, och krympningen vid avsvalnandet
sker därigenom i möjligaste mån likformigt i fog och grundmaterial.
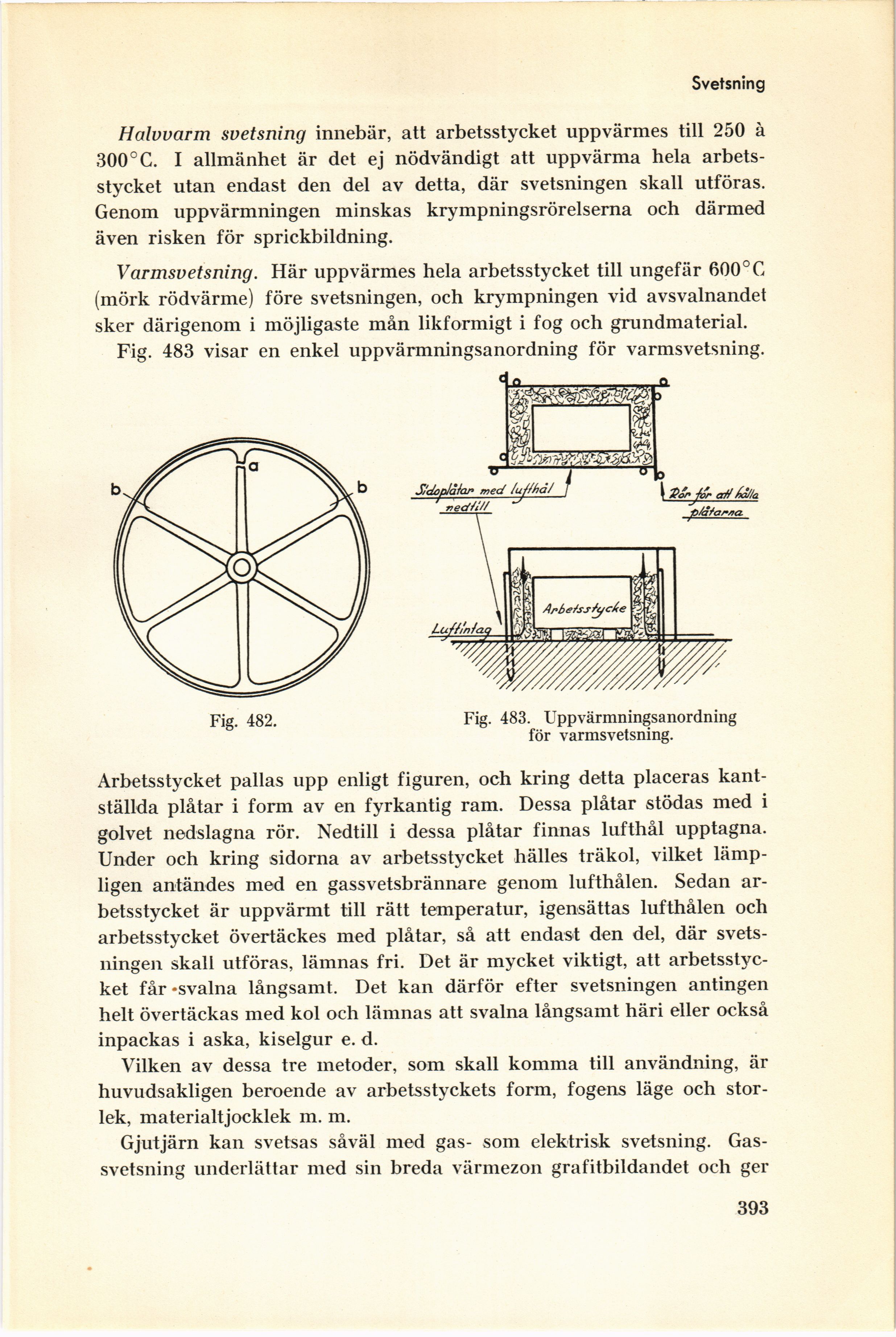
Fig. 483 visar en enkel uppvärmningsanordning för varmsvetsning.
Fig. 483. Uppvärmningsanordning
för varmsvetsning.
Arbetsstycket pallas upp enligt figuren, och kring detta placeras
kant-ställda plåtar i form av en fyrkantig ram. Dessa plåtar stödas med i
golvet nedslagna rör. Nedtill i dessa plåtar finnas lufthål upptagna.
Under och kring sidorna av arbetsstycket hälles träkol, vilket
lämpligen antändes med en gassvetsbrännare genom lufthålen. Sedan
arbetsstycket är uppvärmt till rätt temperatur, igensättas lufthålen och
arbetsstycket övertäckes med plåtar, så att endast den del, där
svetsningen skall utföras, lämnas fri. Det är mycket viktigt, att
arbetsstycket får -svalna långsamt. Det kan därför efter svetsningen antingen
helt övertäckas med kol och lämnas att svalna långsamt häri eller också
inpackas i aska, kiselgur e. d.
Vilken av dessa tre metoder, som skall komma till användning, är
huvudsakligen beroende av arbetsstyckets form, fogens läge och
storlek, materialtjocklek m. m.
Gjutjärn kan svetsas såväl med gas- som elektrisk svetsning.
Gassvetsning underlättar med sin breda värmezon grafitbildandet och ger
393
Fig. 482.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}