
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Gassvetsning - 80. Gassvetsmetoder - 81. Svetsdata för de olika svetsmetoderna i olika svetslägen
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gassvetsning
ståndet, vilket är ett tecken på att de undre plåtkanterna äro smälta
och att genomsvetsning äger rum.
Motsvetsning lämnar vid materialtjocklekar över 2,5 å 3 mm inte
bara en säkrare genomsvetsning utan även avsevärt större
svetshastig-het än frånsvetsning.
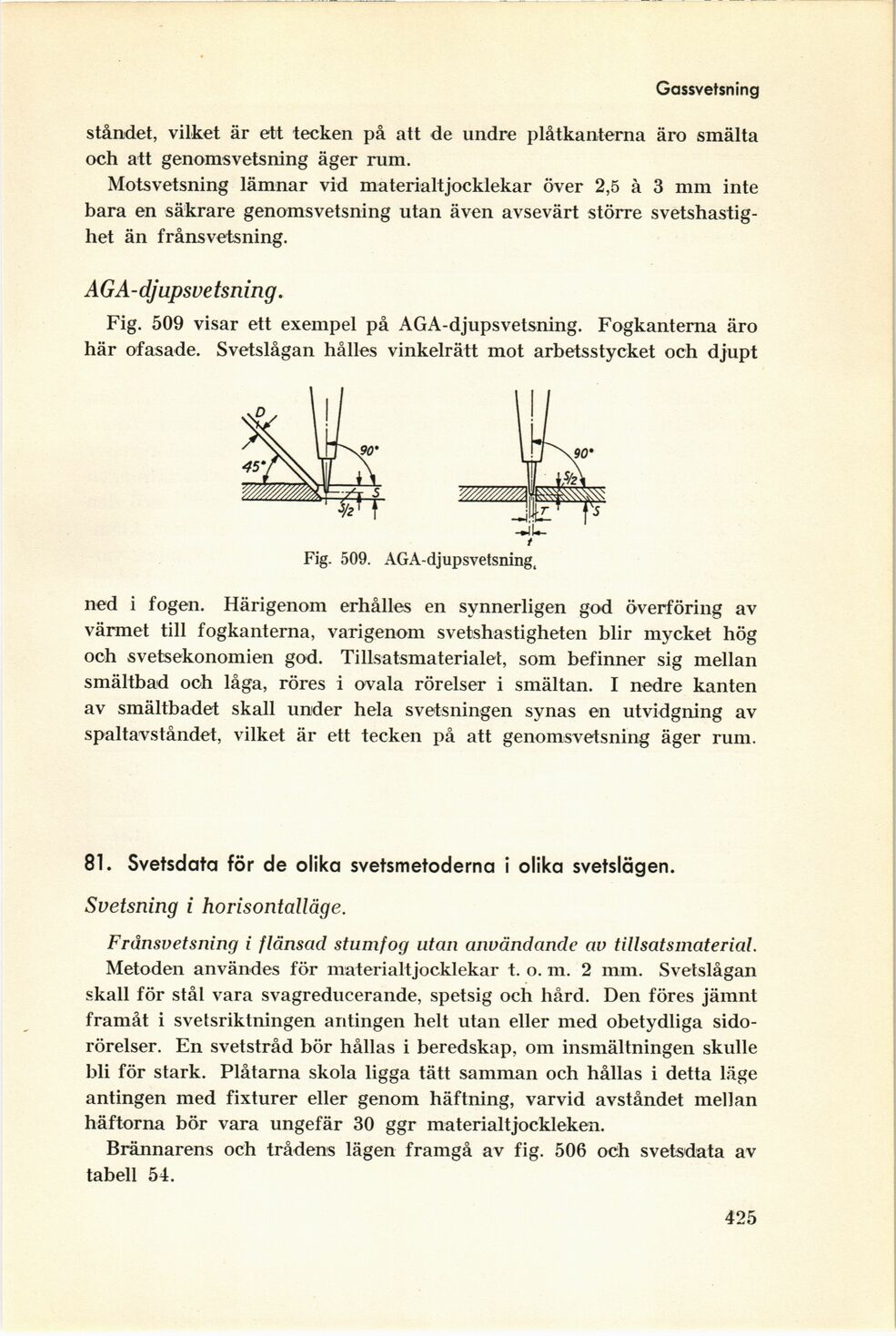
AGA-djupsvetsning.
Fig. 509 visar ett exempel på AGA-djupsvetsning. Fogkantema äro
här ofasade. Svetslågan hålles vinkelrätt mot arbetsstycket och djupt
Fig. 509. AGA-djupsvetsning,
ned i fogen. Härigenom erhålles en synnerligen god överföring av
värmet till fogkanterna, varigenom svetshastigheten blir mycket hög
och svetsekonomien god. Tillsatsmaterialet, som befinner sig mellan
smältbad och låga, röres i ovala rörelser i smältan. I nedre kanten
av smältbadet skall under hela svetsningen synas en utvidgning av
spaltavståndet, vilket är ett tecken på att genomsvetsning äger rum.
81. Svetsdata för de olika svetsmetoderna i olika svetslägen.
Svetsning i horisontalläge.
Frånsvetsning i flänsad stumfog utan användande av tillsatsmaterial.
Metoden användes för materialtjocklekar t. o. m. 2 mm. Svetslågan
skall för stål vara svagreducerande, spetsig och hård. Den föres jämnt
framåt i svetsriktningen antingen helt utan eller med obetydliga
sido-rörelser. En svetstråd bör hållas i beredskap, om insmältningen skulle
bli för stark. Plåtarna skola ligga tätt samman och hållas i detta läge
antingen med fixturer eller genom häftning, varvid avståndet mellan
häftorna bör vara ungefär 30 ggr materialtjockleken.
Brännarens och trådens lägen framgå av fig. 506 och svetsdata av
tabell 54.
425
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}