
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Gassvetsning - 81. Svetsdata för de olika svetsmetoderna i olika svetslägen

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Gassvetsning
Brännarens och trådens lägen framgå av fig. 508 och svetsdata av
tabell 56.
Tabell 56. Motsvetsning i rät och delfasad stumfog.
Gods Tjocklek S mm 3 4 5 6 7—8 9—10 11—12 13—14 15-16
Spalt Vid svetsning T mm.... 1,25 1,6 2 2,5 2,5 3,15 3,15 4 4
Måttsättn. enl. t mm . . 0,7 1 1 1,3 1,3 1,7 1,7 2 2
[-Munstycke-]
{+Mun- stycke+} Håldiameter mm 1,6 1,8 2,1 2,3 2,6 3,0 3,0 3,3 3,7
Acetylen c:a 1/tim 400 500 650 800 1000 1300 1300 1600 2000
Tråd Diam. D mm 2,0 2,5 3,15 3,15 4 5 6,3 6,3 6,3—8
Förbrukn. netto kg/m . . 0,0 5 0,0 7 0,0 9 0,16 0,38 0,57 0,81 1,07 1,35
[-Svets-tid-]
{+Svets- tid+} Högst min/m 14 17 20 24 30 37 46 56 67
Normal min/m 11 13 16 19 24 30 38 46 55
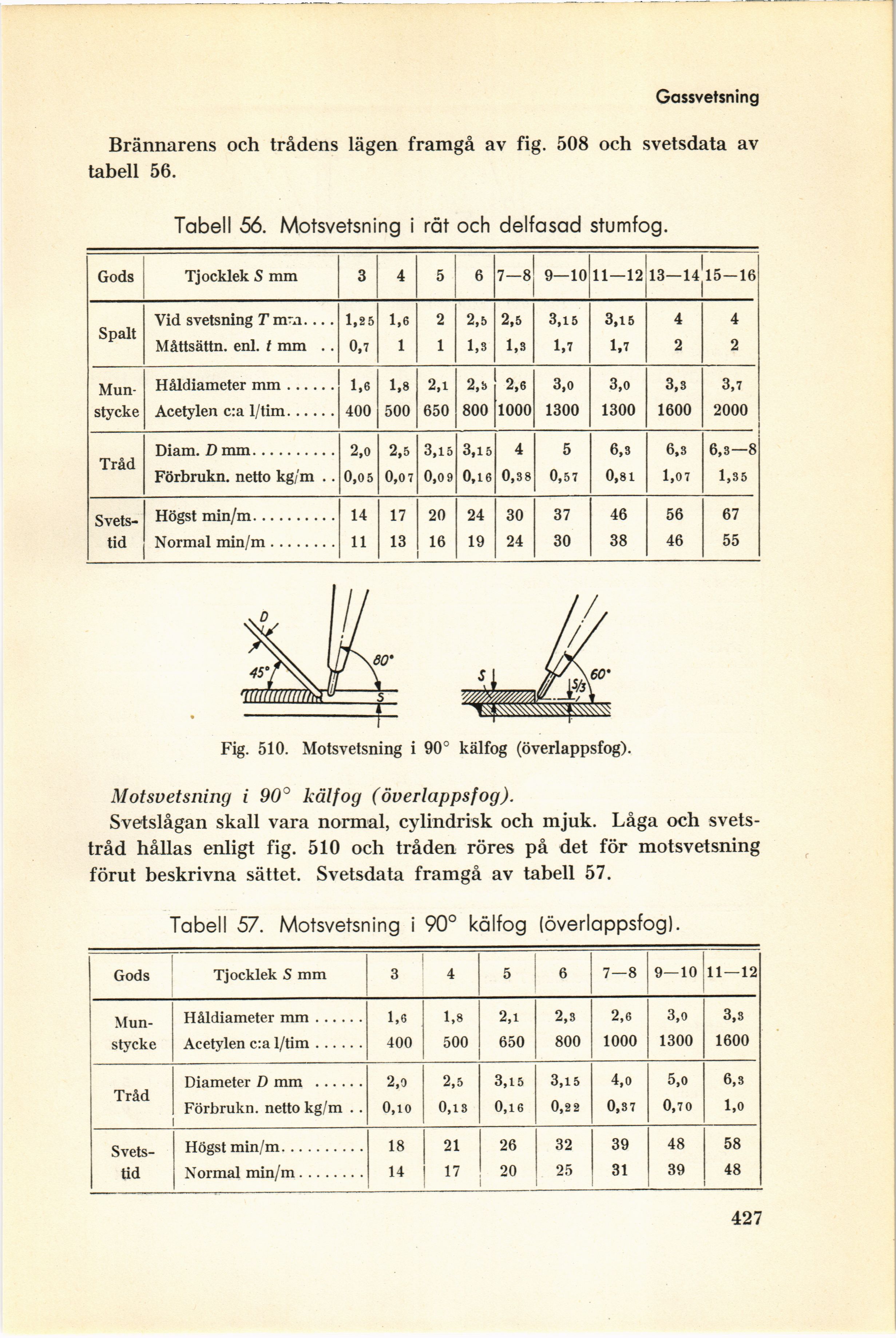
Fig. 510. Motsvetsning i 90° kälfog (överlappsfog).
Motsvetsning i 90° kälfog (överlappsfog).
Svetslågan skall vara normal, cylindrisk och mjuk. Låga och
svets-tråd hållas enligt fig. 510 och tråden röres på det för motsvetsning
förut beskrivna sättet. Svetsdata framgå av tabell 57.
Tabell 57. Motsvetsning i 90° kälfog (överlappsfog).
Gods Tjocklek S mm 3 4 5 6 7—8 9—10 11—12
[-Munstycke-]
{+Mun- stycke+} Håldiameter mm 1,6 1,8 2,1 2,3 2,6 3,o 3,3
Acetylen c:a 1/tim 400 500 650 800 1000 1300 1600
Tråd Diameter D mm 2,9 2,5 3,15 3,15 4,0 5,o 6,3
Förbrukn. netto kg/m . . O,io 0,13 0,16 0,2 2 0,37 0,7 0 1,0
[-Svets-tid-]
{+Svets- tid+} Högst min/m 18 21 26 32 39 48 58
Normal min/m 14 17 20 25 31 39 48
427
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}