
Full resolution (JPEG) - On this page / på denna sida - Lödning, svetsning, gasskärning och flamhärdning, av Hugo Frostne - Elektrisk bågsvetsning - 96. Svetsning i de olika svetslägena
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Elektrisk bågsvetsning
föres elektroden så att rotkanterna avsmältas, se fig. 566. Den ökning
av spaltöppningen, som därvid uppstår, bör finnas vid svetsstället
under svetsningen av hela foglängden. Svetsgodset tränger därvid helt
igenom, och några obundna ställen vid roten uppkomma icke.
Ifråga om övriga strängar föres elektroden såsom visas i fig. 567.
Den föres över spåret med en viss hastighet, bestämd av järnets
lätt-flutenhet. Innan man vänder, gör man ett uppehåll en viss tid vid
sidan, för att tillräckligt material skall kunna samlas där. På så sätt
undvikas även kantsår.
Kälsvets. Första strängen lägges antingen enligt fig. 568 a eller 568 b.
Vid svetsning enligt fig. 568 a föres elektroden uppåt i fogens
längdriktning och med en liten upp- och nedåtgående rörelse på samma sätt
som vid horisontalsvetsning (560 b), under det man vid svetsning
enligt fig. 568 b ger elektroden en liten pendlande rörelse i sidled, medan
man för den uppåt. Övriga strängar läggas upp till önskat a-mått på
samma sätt som vid V-fog.
Svetsning i underuppläge.
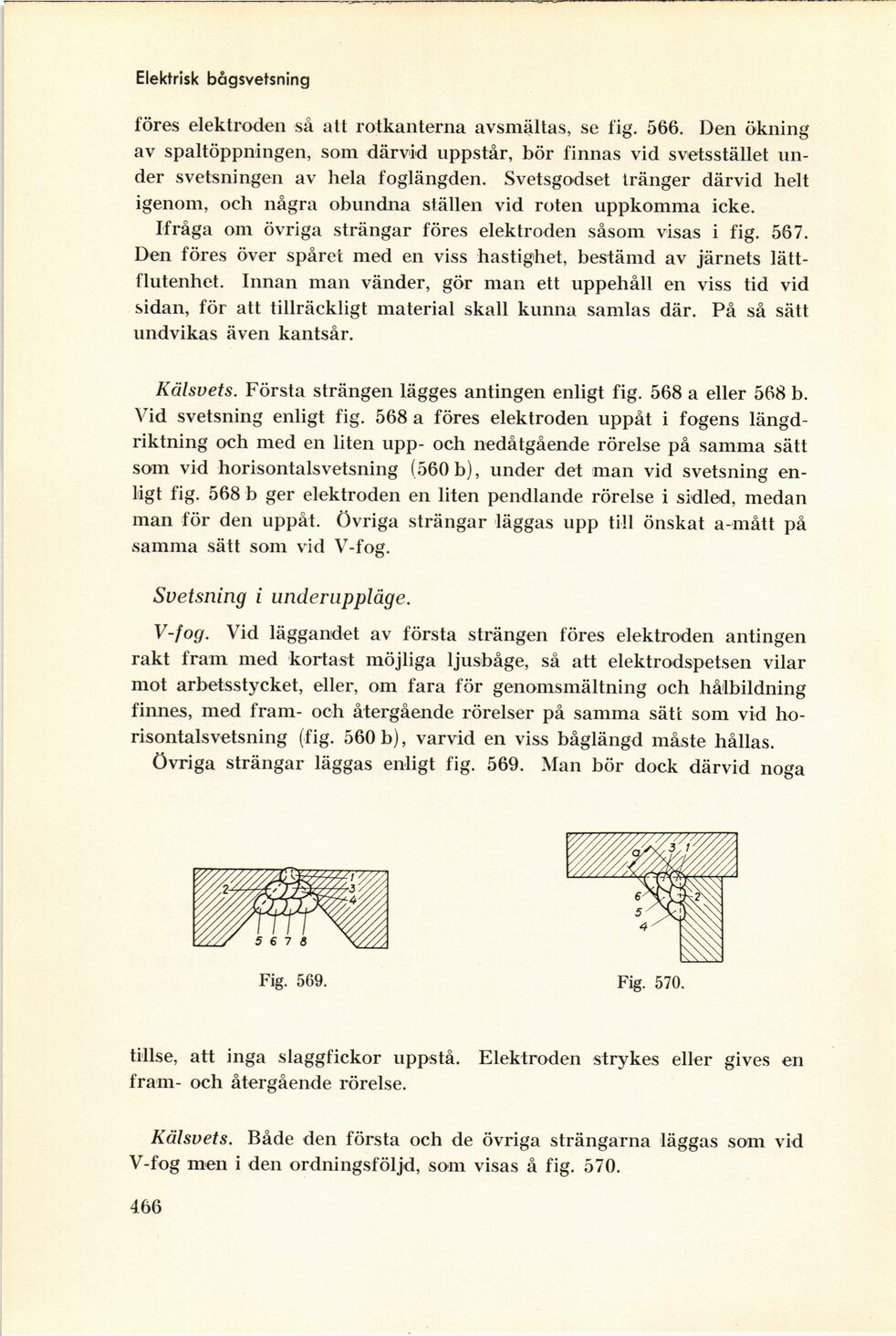
V-fog. Vid läggandet av första strängen föres elektroden antingen
rakt fram med kortast möjliga ljusbåge, så att elektrodspetsen vilar
mot arbetsstycket, eller, om fara för genomsmältning och hålbildning
finnes, med fram- och återgående rörelser på samma sätt som vid
horisontalsvetsning (fig. 560 b), varvid en viss båglängd måste hållas.
övriga strängar läggas enligt fig. 569. Man bör dock därvid noga
Fig. 569.
Fig. 570.
tillse, att inga slaggfickor uppstå. Elektroden strykes eller gives en
fram- och återgående rörelse.
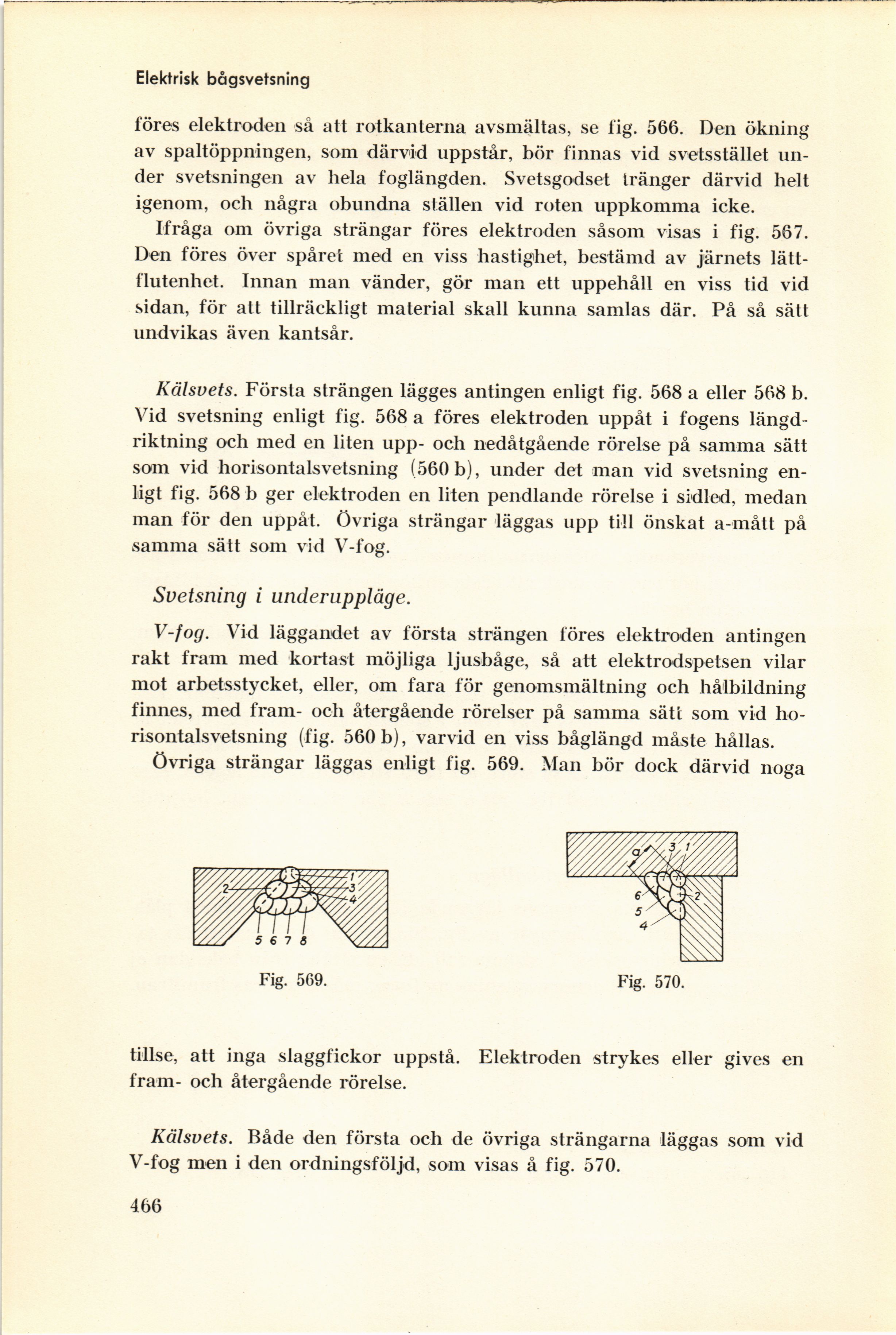
Kälsvets. Både den första och de övriga strängarna läggas som vid
V-fog men i den ordningsföljd, som visas å fig. 570.
466
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}