
Full resolution (JPEG) - On this page / på denna sida - Ytbehandling av metaller, av Ivar Sven-Nilsson - Speciella metoder - 131. Metallsprutning

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Ytbehandling av metaller
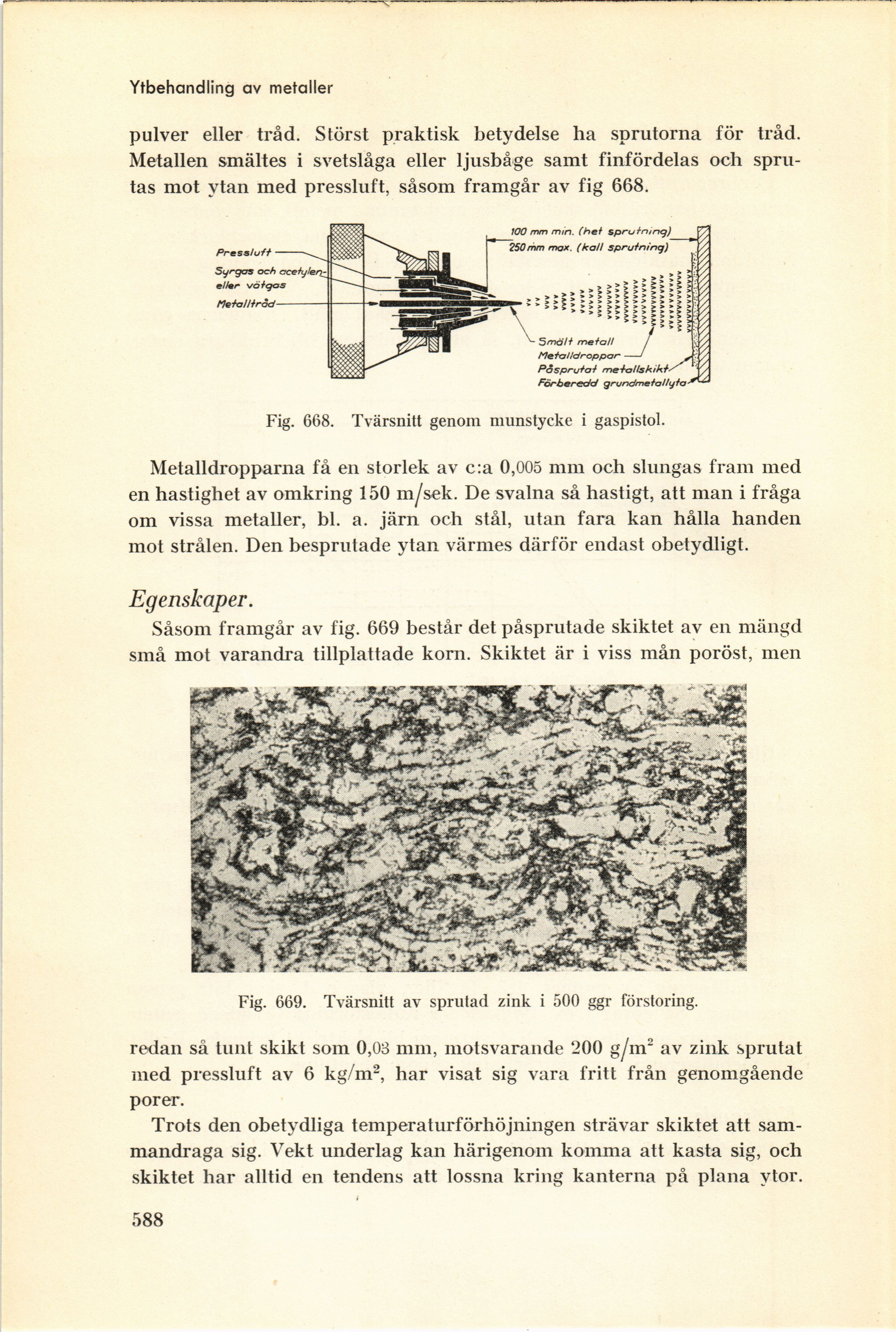
pulver eller tråd. Störst praktisk betydelse ha sprutorna för tråd.
Metallen smältes i svetslåga eller ljusbåge samt finfördelas och
sprutas mot ytan med pressluft, såsom framgår av fig 668.
Fig. 668. Tvärsnitt genom munstycke i gaspistol.
Metalldropparna få en storlek av c:a 0,005 mm och slungas fram med
en hastighet av omkring 150 m/sek. De svalna så hastigt, att man i fråga
om vissa metaller, bl. a. järn och stål, utan fara kan hålla handen
mot strålen. Den besprutade ytan värmes därför endast obetydligt.
Egenskaper.
Såsom framgår av fig. 669 består det påsprutade skiktet av en mängd
små mot varandra tillplattade korn. Skiktet är i viss mån poröst, men
Fig. 669. Tvärsnitt av sprutad zink i 500 ggr förstoring.
redan så tunt skikt som 0,03 mm, motsvarande 200 g/m2 av zink sprutat
med pressluft av 6 kg/m2, har visat sig vara fritt från genomgående
porer.
Trots den obetydliga temperaturförhöjningen strävar skiktet att
sammandraga sig. Vekt underlag kan härigenom komma att kasta sig, och
skiktet har alltid en tendens att lossna kring kanterna på plana ytor.
588
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}