
Full resolution (JPEG) - On this page / på denna sida - Trä, egenskaper och bearbetning, av Bertil Thunell - Virkets bearbetning - 27. Fräs- och borrmaskiner m. m.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Trä
Skola djupa slitsar upptagas, användes antingen en vanlig
cirkel-klinga eller en slitsskiva med 200 å 400 mm diameter. 1 vissa fall
kunna ovan beskrivna verktyg kombineras.
Snabbstål och skärmetaller äro ur livslängdssynpunkt de rena
kolstålen väsentligt överlägsna, dock kunna de icke tillfullo utnyttjas,
emedan temperaturen för träets skull måste hållas låg. Emellertid
spelar brottfaran en så viktig roll, att för enkla stål vid enstaka
tillverkningar användas kolstål med 0,6—1 °/o kolhalt; vid större
produktion äro låglegerade stål att föredraga. För hårdbearbetade
träslag kunna höglegerade stål ifrågakomma och vid bearbetning av
limmade föremål med t. ex. hårda kaseinlimfogar äro skärmetaller
lämpliga.
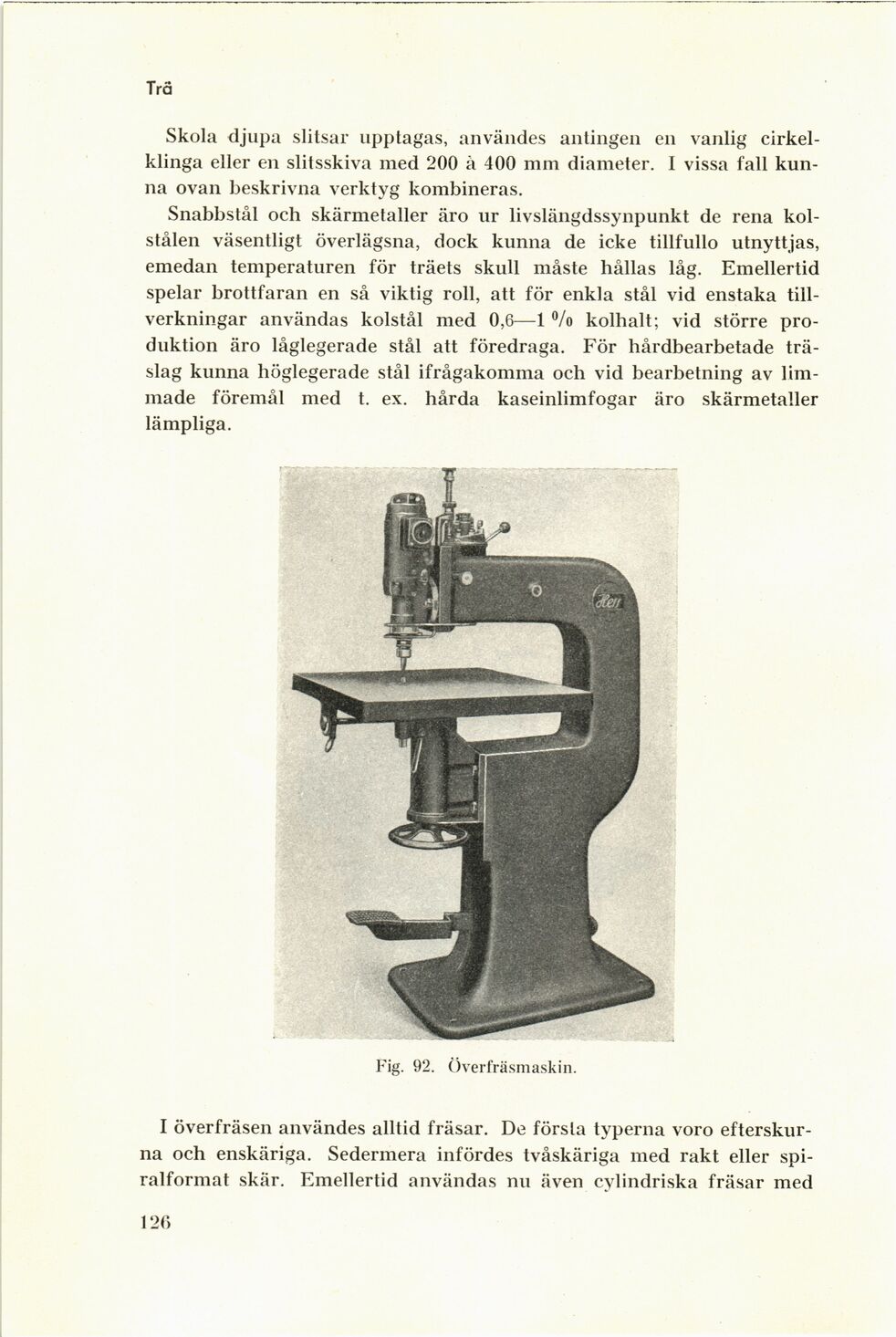
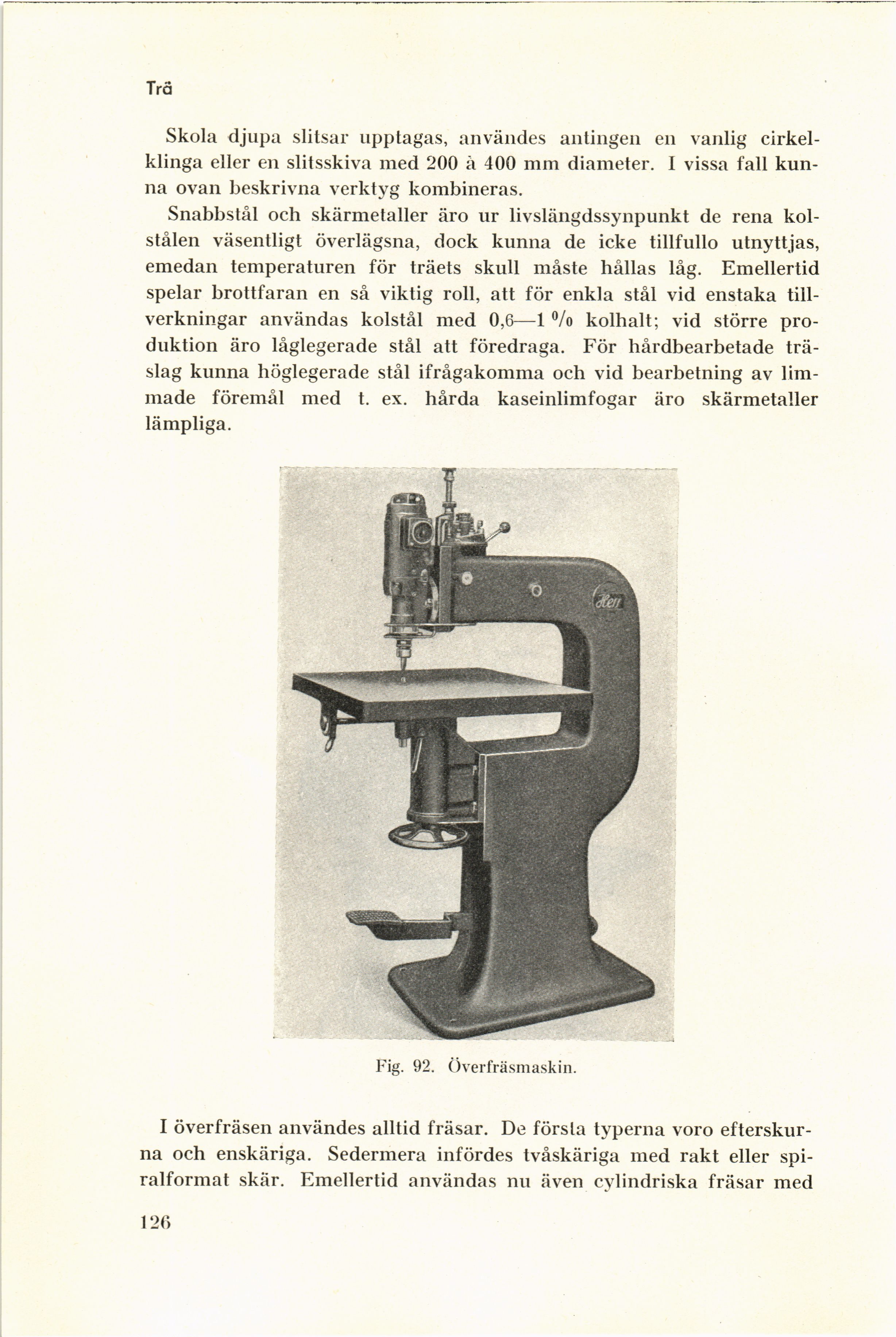
Fig. 92. Överfräsmaskin.
I överfräsen användes alltid fräsar. De första typerna voro
efterskur-na och enskäriga. Sedermera infördes tvåskäriga med rakt eller
spiralformat skär. Emellertid användas nu även cylindriska fräsar med
126
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}