
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
INDUSTRI TIDNING EN NORDEN
299
Den elektriska ljusbågssvetsningens nuvarande användning
och attiralj.
Föredrag av ingenjör Liss Lundin vid 9:de Allm. Chalmeristmötet i Göteborg 8—9 juni 1925.
Den elektriska ljusbågssvetsningen må för de flesta
av eder vara bekant och har jag därför satt som min
uppgift ej att behandla de elementära grunderna, utan
att belysa vissa sidor av systemet i helt. Det är
nämligen ej möjligt för en lekman att själv skaffa sig
inblick i alla de för- och nackdelar, som den elektriska
ljusbågssvetsningen har, utan måste han i detta
avseende lita på erfarenheter, som samlats av andra. Först
efter många års arbete, där just misslyckandet visat
vägen till framgång, kan man bilda sig en personlig
uppfattning.
Metallurgiskt och fysikaliskt var detta område för
25 år sedan tämligen outforskat. Men under årens lopp
uppstodo allehanda problem, som så småningom fingo
sin lösning. Vetenskapen har naturligtvis lämnat ett
gott stöd, men en stor del bar och måste ha sin grand
på rent praktiska iakttagelser.
Med svetstekniskt god menar jag en hel serie av
egenskaper:
a) Strömmen skall till sin »natur» vara mjuk och
denna mjukhet skall förbliva oförändrad vid olika
strömstyrkor.
b) Strömstyrkan skall vara finreglerbar.
c) Tändspänningen skall ej vara skadligt hög, men
dock så hög, att elektroden tänder sig lätt.
d) Ljusbågsenergin får ej variera.
Förloppet vid svetsning.
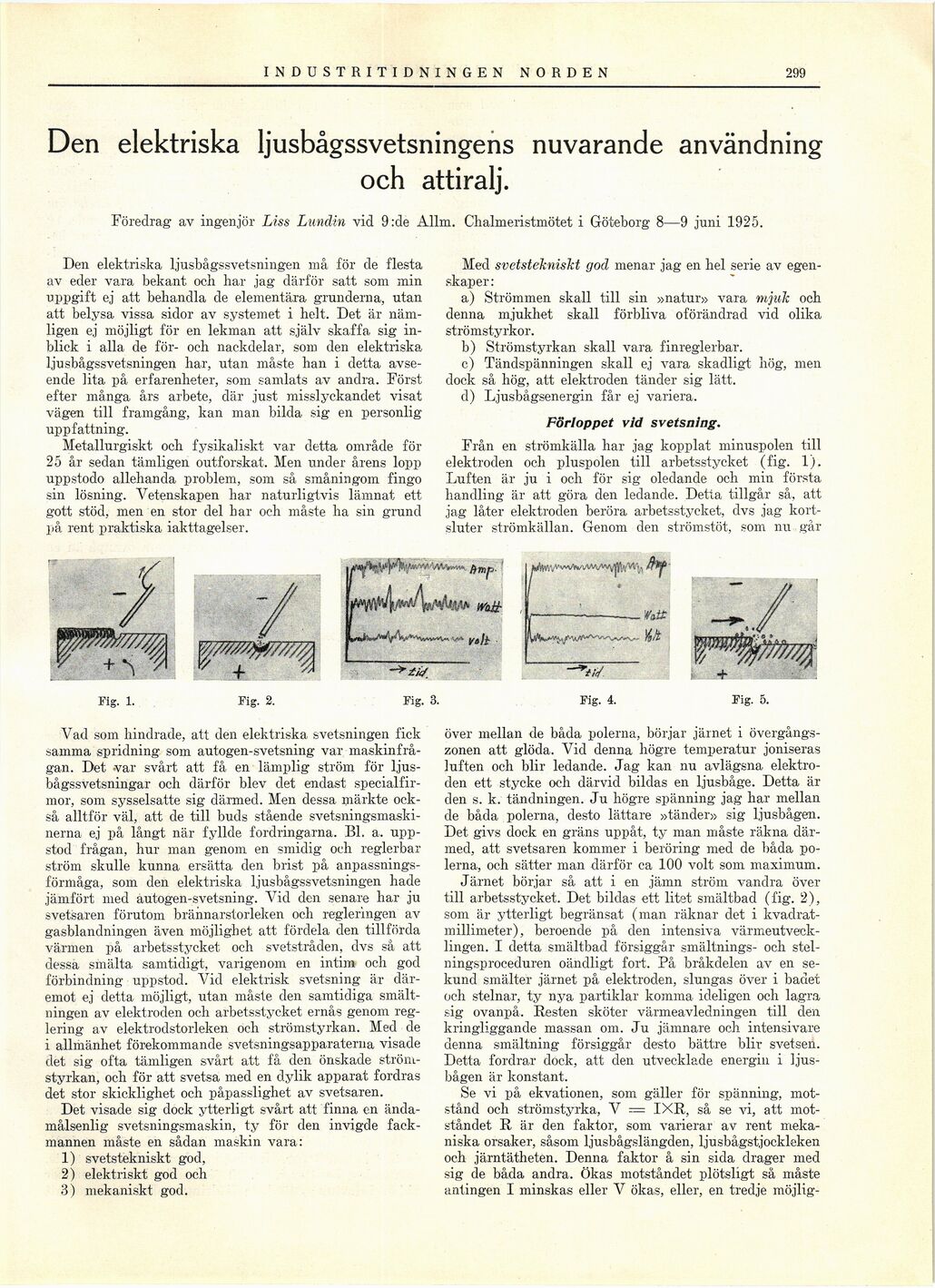
Från en strömkälla har jag kopplat minuspolen till
elektroden och pluspolen till arbetsstycket (fig. 1).
Luften är ju i och för sig oledande och min första
handling är att göra den ledande. Detta tillgår så, att
jag låter elektroden beröra arbetsstycket, dvs jag
kortsluter strömkällan. Genom den strömstöt, som nu går
Fig. 1. Fig. 2. Fig. 3.
Vad som hindrade, att den elektriska svetsningen fick
samma spridning som autogen-svetsning var
maskinfrågan. Det .var svårt att få en lämplig ström för
ljus-bågssvetsningar och därför blev det endast
specialfirmor, som sysselsatte sig därmed. Men dessa märkte
också alltför väl, att de till buds stående
svetsningsmaskinerna ej på långt när fyllde fordringarna. Bl. a.
uppstod frågan, hur man genom en smidig och reglerbar
ström skulle kunna ersätta den brist på
anpassningsförmåga, som den elektriska ljusbågssvetsningen hade
jämfört med autogen-svetsning. Vid den senare har ju
svetsaren förutom brännarstorleken och regleringen av
gasblandningen även möjlighet att fördela den tillförda
värmen på arbetsstycket och svetstråden, dvs så att
dessa smälta samtidigt, varigenom en intim och god
förbindning uppstod. Vid elektrisk svetsning är
däremot ej detta möjligt, utan måste den samtidiga
smältningen av elektroden och arbetsstycket ernås genom
reglering av elektrodstorleken och strömstyrkan. Med de
i allmänhet förekommande svetsningsapparaterna visade
det sig ofta tämligen svårt att få den önskade
ström-styrkan, och för att svetsa med en dylik apparat fordras
det stor skicklighet och påpasslighet av svetsaren.
Det visade sig dock ytterligt svårt att finna en
ändamålsenlig svetsningsmaskin, ty för den invigde
fackmannen måste en sådan maskin vara:
1) svetstekniskt god,
2) elektriskt god och
3) mekaniskt god.
Fig. 4. Fig. 5.
över mellan de båda polerna, börjar järnet i
övergångszonen att glöda. Vid denna högre temperatur joniseras
luften och blir ledande. Jag kan nu avlägsna
elektroden ett stycke och därvid bildas en ljusbåge. Detta är
den s. k. tändningen. Ju högre spänning jag har mellan
de båda polerna, desto lättare »tänder» sig ljusbågen.
Det givs dock en gräns uppåt, ty man måste räkna
därmed, att svetsaren kommer i beröring med de båda
polerna, och sätter man därför ca 100 voit som maximum.
Järnet börjar så att i en jämn ström vandra över
till arbetsstycket. Det bildas ett litet smältbad (fig. 2),
som är ytterligt begränsat (man räknar det i
kvaclrat-millimeter), beroende på den intensiva
värmeutvecklingen. I detta smältbad försiggår smältnings- och
stel-ningsproeeduren oändligt fort. På bråkdelen av en
sekund smälter järnet på elektroden, slungas över i badet
och stelnar, ty nya partiklar komma ideligen och lagra
sig ovanpå. Resten sköter värmeavledningen till den
kringliggande massan om. Ju jämnare och intensivare
denna smältning försiggår desto bättre blir svetsen.
Detta fordrar dock, att den utvecklade energin i
ljusbågen är konstant.
Se vi på ekvationen, som gäller för spänning,
motstånd och strömstyrka, V = IXR, så se vi, att
motståndet R är den faktor, som varierar av rent
mekaniska orsaker, såsom ljusbågslängden, ljusbågstjockleken
och järntätheten. Denna faktor å sin sida drager med
sig de båda andra. Ökas motståndet plötsligt så måste
antingen I minskas eller V ökas, eller, en tredje möjlig-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}