
Full resolution (TIFF) - On this page / på denna sida - Sågning
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
stukas alla tandspetsarna, så att de utskjuta lika mycket
åt båda hållen, dels slipas sågklingan till större
tjocklek vid tänderna. Sågens rörelse under arbetet
kan vara periodisk, d. v s. fram- och återgående,
såsom hos ramsågar, bladsågar, eller kontinuerlig,
såsom hos cirkelsågar med roterande
rörelse och bandsågar med rätlinig rörelse. —
För träbearbetning afsedda sågar äro antingen
klyfsågar, för skärning i fiberriktningen, eller
kapsågar, för skärning vinkelrätt mot fibrerna. De
förra ha spetsiga, framåtlutande tänder (a, fig. 1),
de senare starkare tänder med bakåtlutande eggar (b,
fig. 1), stundom skärande åt båda hållen (c, fig. 1)
eller M-formade (d, fig. 1), äfven skärande åt båda
hållen. Tändernas eggvinkel göres 40—60°. —
Handsågar kunna vara antingen ospända, t. ex. den
s. k. fuxsvanssågen (så benämnd på grund af bladets
mot spetsen aftagande bredd), sticksågen, m. fl.,
eller också kan bladet vara fastspändt i en båge
(bågsåg) eller ram (ramsåg). Kransågar benämnas de vid
skogsafverkning (se d. o., sp. 1049 o. fig. 3) använda
stocksågarna, afsedda att skötas af 2 man. Bladet är
bredare på midten, har
två åt sidorna riktade handtag i hvardera ändan
samt har ofta M-tänder, skärande åt båda hållen. —
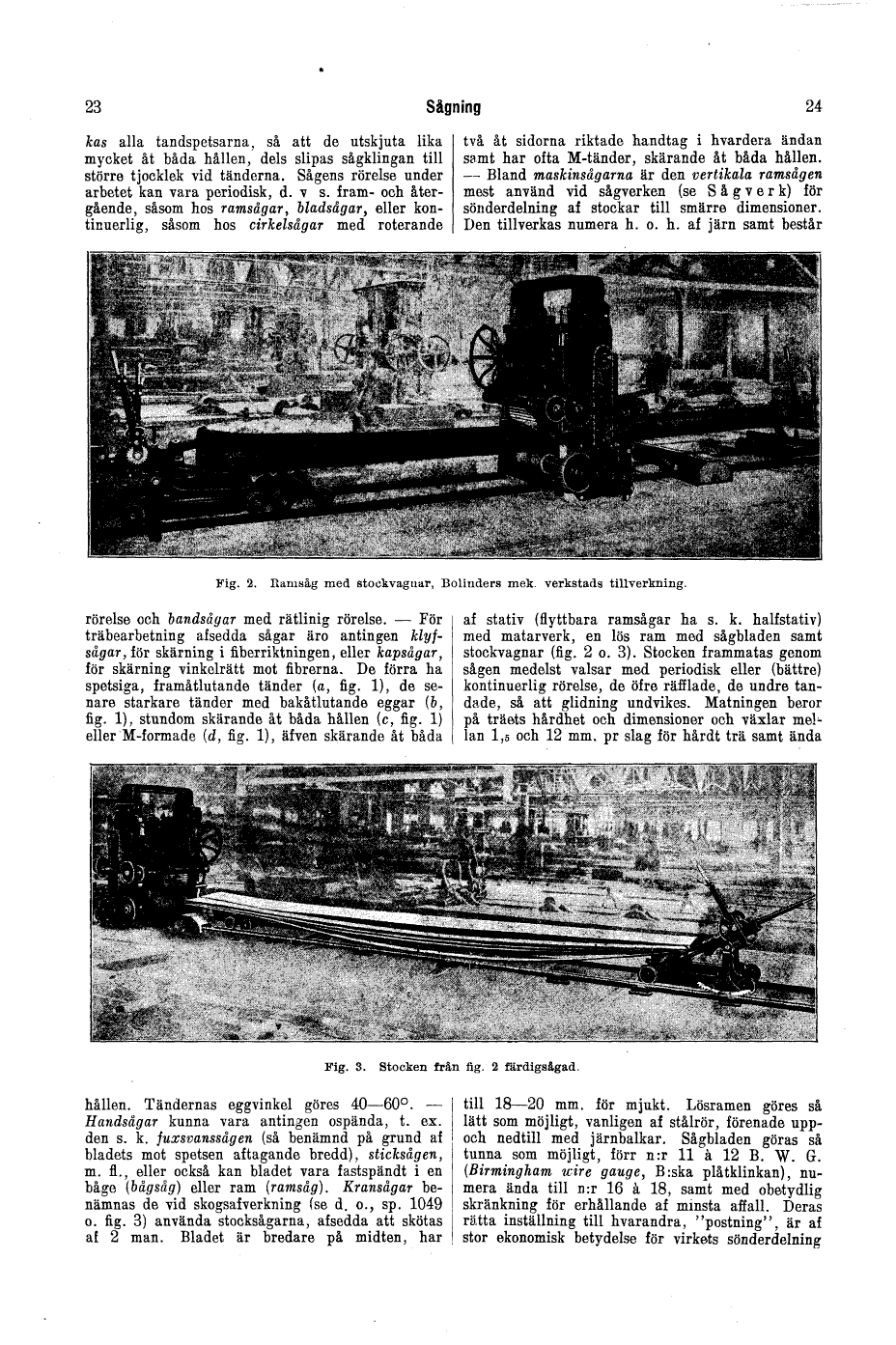
Bland maskinsågarna är den vertikala ramsågen mest
använd vid sågverken (se Sågverk) för sönderdelning
af stockar till smärre dimensioner. Den tillverkas
numera h. o. h. af järn samt består
af stativ (flyttbara ramsågar ha s. k. halfstativ) med
matarverk, en lös ram med sågbladen samt stockvagnar
(fig. 2 o. 3). Stocken frammatas genom sågen medelst
valsar med periodisk eller (bättre) kontinuerlig
rörelse, de öfre räfflade, de undre tandade, så att
glidning undvikes. Matningen beror på träets hårdhet
och dimensioner och växlar mellan 1,5 och 12 mm. pr
slag för hårdt trä samt ända
till 18—20 mm. för mjukt. Lösramen göres så lätt
som möjligt, vanligen af stålrör, förenade upp- och
nedtill med järnbalkar. Sågbladen göras så tunna som
möjligt, förr n:r 11 à 12 B. W. G. (Birmingham wire
gauge, B:ska plåtklinkan), numera ända till n:r 16 à
18, samt med obetydlig skränkning för erhållande af
minsta affall. Deras rätta inställning till hvarandra,
"postning", är af stor ekonomisk betydelse för virkets
sönderdelning
 |
| Fig. 2. Ramsåg med stockvagnar, Bolinders mek. verkstads tillverkning. |
|
| Fig. 3. Stocken från fig. 2 färdigsågad. |
<< prev. page << föreg. sida << >> nästa sida >> next page >>