
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 9. 27 febr. 1932
- Acetylen-syrgassvetsning av koppar, av H. Thomas
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
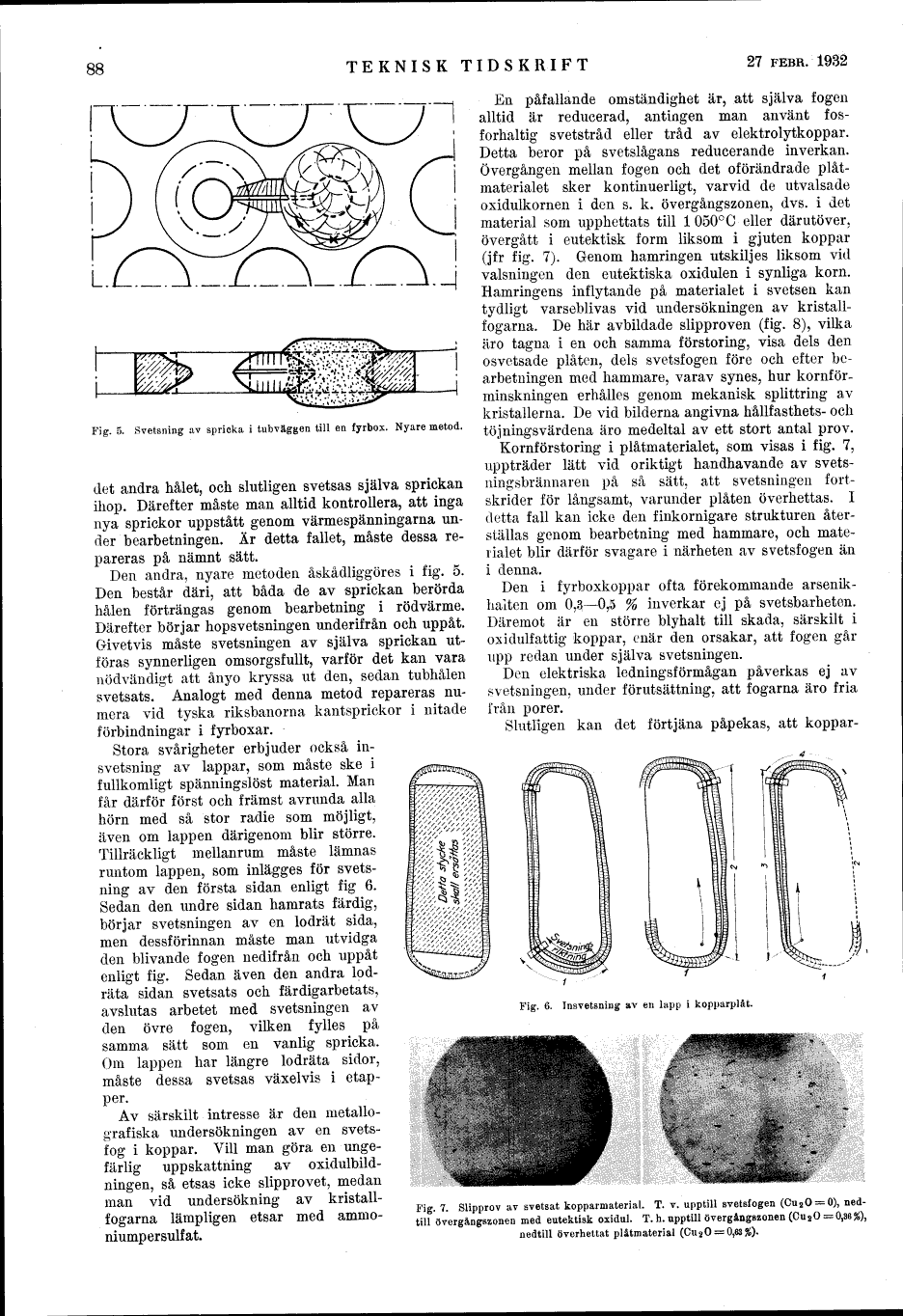
Fig. 5. Svetsning av spricka i tubväggen till en fyrbox. Nyare metod.
|
det andra hålet, och slutligen svetsas själva sprickan
ihop. Därefter måste man alltid kontrollera, att inga
nya sprickor uppstått genom värme spänningarna
under bearbetningen. Är detta fallet, måste dessa
repareras på nämnt sätt.
Den andra, nyare metoden åskådliggöres i fig. 5.
Den består däri, att båda de av sprickan berörda
hålen förträngas genom bearbetning i rödvärme.
Därefter börjar hopsvetsningen underifrån och uppåt.
Givetvis måste svetsningen av själva sprickan
utföras synnerligen omsorgsfullt, varför det kan vara
nödvändigt att ånyo kryssa ut den, sedan tubhålen
svetsats. Analogt med denna metod repareras
numera vid tyska riksbanorna kantsprickor i nitade
förbindningar i fyrboxar.
Stora svårigheter erbjuder också insvetsning av lappar, som måste ske i
fullkomligt spänningslöst material. Man får därför först och främst avrunda alla
hörn med så stor radie som möjligt, även om lappen därigenom blir större.
Tillräckligt mellanrum måste lämnas runtom lappen, som inlägges för
svetsning av den första sidan enligt fig 6. Sedan den undre sidan hamrats färdig,
börjar svetsningen av en lodrät sida, men dessförinnan måste man utvidga
den blivande fogen nedifrån och uppåt enligt fig. Sedan även den andra
lodräta sidan svetsats och färdigarbetats, avslutas arbetet med svetsningen av
den övre fogen, vilken fylles på samma sätt som en vanlig spricka.
Om lappen har längre lodräta sidor, måste dessa svetsas växelvis i
etapper.
Av särskilt intresse är den metallografiska undersökningen av en
svetsfog i koppar. Vill man göra en ungefärlig uppskattning av
oxidulbildningen, så etsas icke slipprovet, medan
man vid undersökning av kristallfogarna lämpligen etsar med
ammoniump er sulfat.
En påfallande omständighet är, att själva fogen
alltid är reducerad, antingen man använt
fosforhaltig svetstråd eller tråd av elektrolytkoppar.
Detta beror på svetslågans reducerande inverkan.
Övergången mellan fogen och det oförändrade
plåtmaterialet sker kontinuerligt, varvid de utvalsade
oxidulkornen i den s. k. övergångszonen, dvs. i det
material som upphettats till 1 050 °C eller därutöver,
övergått i eutektisk form liksom i gjuten koppar
(jfr fig. 7). Genom hamringen utskiljes liksom vid
Valsningen den eutektiska oxidulen i synliga korn.
Hamringens inflytande på materialet i svetsen kan
tydligt varseblivas vid undersökningen av
kristallfogarna. De här avbildade slipproven (fig. 8), vilka
äro tagna i en och samma förstoring, visa dels den
osvetsade plåten, dels svetsfogen före och efter
bearbetningen med hammare, varav synes, hur
kornförminskningen erhålles genom mekanisk splittring av
kristallerna. De vid bilderna angivna hållfasthets- och
töjningsvärdena äro medeltal av ett stort antal prov.
Kornförstoring i plåtmaterialet, som visas i fig. 7,
uppträder lätt vid oriktigt handhavande av
svetsningsbrännaren på så sätt, att svetsningen
fortskrider för långsamt, varunder plåten överhettas. I
detta fall kan icke den finkornigare strukturen
återställas genom bearbetning med hammare, och
materialet blir därför svagare i närheten av svetsfogen än
i denna.
Den i fyrboxkoppar ofta förekommande
arsenikhalten om 0,3,–0,5 % inverkar ej på svetsbarheten.
Däremot är en större blyhalt till skada, särskilt i
oxidulfattig koppar, enär den orsakar, att fogen går
upp redan under själva svetsningen.
Den elektriska ledningsförmågan påverkas ej av
svetsningen, under förutsättning, att fogarna äro fria
från porer.
Slutligen kan det förtjäna påpekas, att
|
Fig. 6. Insvetsning av en lapp i kopparplåt.
|
|
Fig. 7. Slipprov av svetsat kopparmaterial. T. v. upptill svetsfogen (Cu2O = 0),
nedtill övergångszonen med eutektisk oxidul. T. h. upptill övergångszonen (Cu2O = 0,36%),
nedtill överhettat plåtmaterial (Cu2O = 0,63 %).
|
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:13:03 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1932a/0098.html

