
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 3. Mars 1934
- Kurt Amberg: Vilka egenskaper fordras av stål för verktygsändamål
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
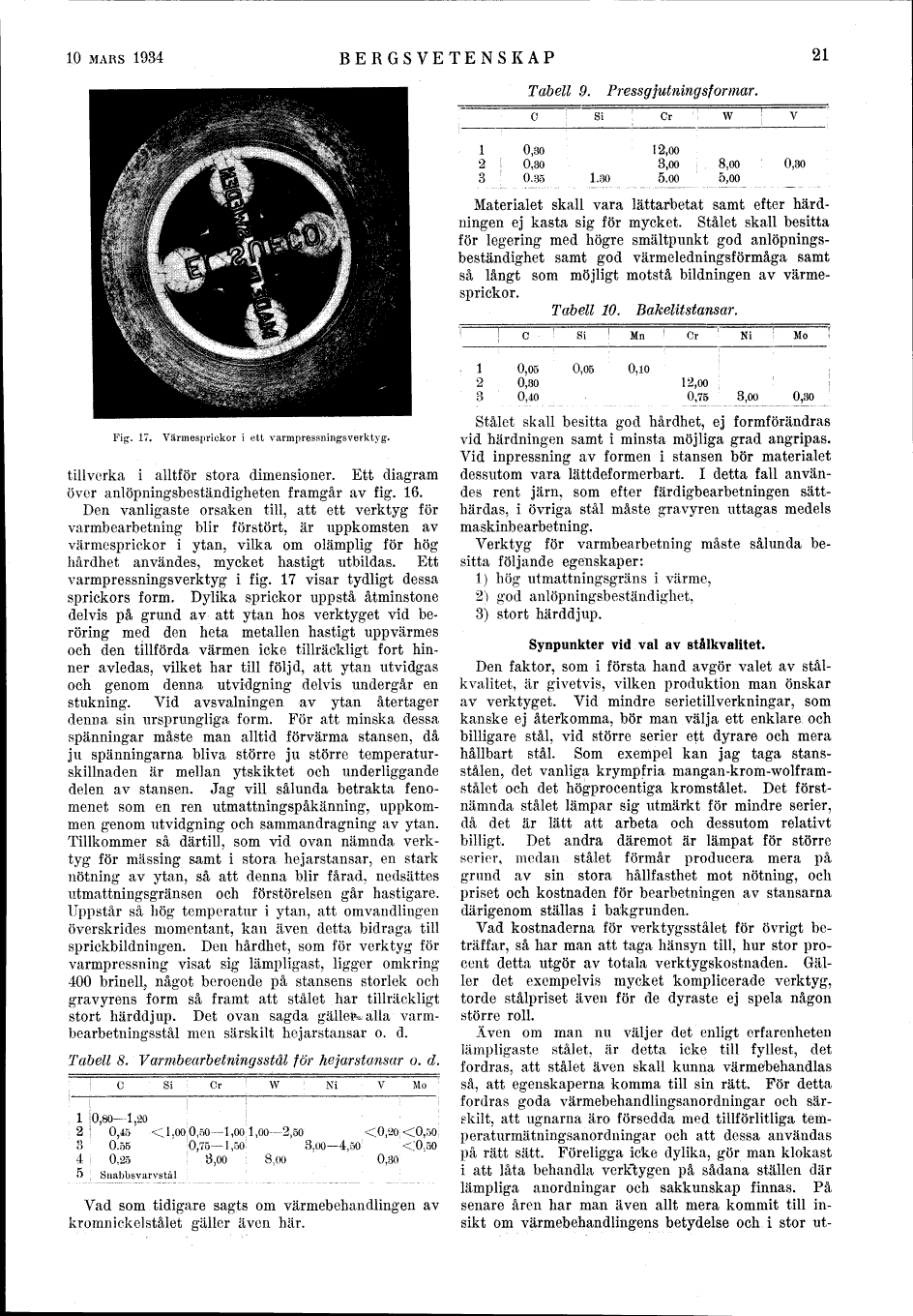
Fig. 17. Värmesprickor i ett varmpressningsverktyg.
|
tillverka i alltför stora dimensioner. Ett diagram
över anlöpningsbeständigheten framgår av fig. 16.
Den vanligaste orsaken till, att ett verktyg för
varmbearbetning blir förstört, är uppkomsten av
värmesprickor i ytan, vilka om olämplig för hög
hårdhet användes, mycket hastigt utbildas. Ett
varmpressningsverktyg i fig. 17 visar tydligt dessa
sprickors form. Dylika sprickor uppstå åtminstone
delvis på grund av att ytan hos verktyget vid
beröring med den heta metallen hastigt uppvärmes
och den tillförda värmen icke tillräckligt fort
hinner avledas, vilket har till följd, att ytan utvidgas
och genom denna utvidgning delvis undergår en
stukning. Vid avsvalningen av ytan återtager
denna sin ursprungliga form. För att minska dessa
spänningar måste man alltid förvärma stansen, då
ju spänningarna bliva större ju större
temperaturskillnaden är mellan ytskiktet och underliggande
delen av stansen. Jag vill sålunda betrakta
fenomenet som en ren utmattningspåkänning,
uppkommen genom utvidgning och sammandragning av ytan.
Tillkommer så därtill, som vid ovan nämnda
verktyg för mässing samt i stora hejarstansar, en stark
nötning av ytan, så att denna blir fårad, nedsattes
utmattningsgränsen och förstörelsen går hastigare.
Uppstår så hög temperatur i ytan, att omvandlingen
överskrides momentant, kan även detta bidraga till
sprickbildningen. Den hårdhet, som för verktyg för
varmpressning visat sig lämpligast, ligger omkring
400 brinell, något beroende på stansens storlek och
gravyrens form så framt att stålet har tillräckligt
stort härddjup. Det ovan sagda gällem alla
varmbearbetningsstål men särskilt hejarstansar o. d.
Tabell 8. Varmbearbetningsstål för hejarstansar o. d.
| C | Si | Cr | W | Ni | V | Mo |
| 1 | 0,80–1,20 | | | | | | |
| 2 | 0,45 | < 1,00 | 0,50–1,00 | 1,00–2,50 | | < 0,20 | < 0,50 |
| 3 | 0,55 | | 0,75–1,50 | | 3,00–4,50 | | < 0,50 |
| 4 | 0,25 | | 3,00 | 8,00 | | 0,30 | |
| 5 | Snabbsvarvstål | | | | | |
Vad som tidigare sagts om värmebehandlingen av
kroinnickelstålet gäller även här.
Tabell 9. Pressgjutningsformar.
| C | Si | Cr | W | V |
| 1 | 0,30 | | 12,00 | | |
| 2 | 0,30 | | 3,00 | 8,00 | 0,30 |
| 3 | 0,35 | 1,30 | 5,00 | 5,00 | |
Materialet skall vara lättarbetat samt efter
härdningen ej kasta sig för mycket. Stålet skall besitta
för legering med högre smältpunkt god
anlöpningsbeständighet samt god värmeledningsförmåga samt
så långt som möjligt motstå bildningen av värmesprickor.
Tabell 10. Bakelitstansar.
| C | Si | Mn | Cr | Ni | Mo |
| 1 | 0,05 | 0,05 | 0,10 | | | |
| 2 | 0,30 | | | 12,00 | | |
| 3 | 0,40 | | | 0,75 | 8,00 | 0,30 |
Stålet skall besitta god hårdhet, ej formförändras
vid härdningen samt i minsta möjliga grad angripas.
Vid inpressning av formen i stansen bör materialet
dessutom vara lättdeformerbart. I detta fall
användes rent järn, som efter färdigbearbetningen
satthärdas, i övriga stål måste gravyren uttagas medels
maskinbearbetning.
Verktyg för varmbearbetning måste sålunda
besitta följande egenskaper:
1) hög utmattningsgräns i värme,
2) god anlöpningsbeständighet,
3) stort härddjup.
Synpunkter vid val av stålkvalitet.
Den faktor, som i första hand avgör valet av
stålkvalitet, är givetvis, vilken produktion man önskar
av verktyget. Vid mindre serietillverkningar, som
kanske ej återkomma, bör man välja ett enklare och
billigare stål, vid större serier ett dyrare och mera
hållbart stål. Som exempel kan jag taga stans-stålen,
det vanliga krympfria mangan-krom-wolfram-stålet
och det högprocentiga kromstålet. Det
förstnämnda stålet lämpar sig utmärkt för mindre serier,
då det är lätt att arbeta och dessutom relativt
billigt. Det andra däremot är lämpat för större
serier, medan stålet förmår producera mera på
grund av sin stora hållfasthet mot nötning, och
priset och kostnaden för bearbetningen av stansarna
därigenom ställas i bakgrunden.
Vad kostnaderna för verktygsstålet för övrigt
beträffar, så har man att taga hänsyn till, hur stor
procent detta utgör av totala verktygskostnaden.
Gäller det exempelvis mycket komplicerade verktyg,
torde stålpriset även för de dyraste ej spela någon
större roll.
Även om man nu väljer det enligt erfarenheten
lämpligaste stålet, är detta icke till fyllest, det
fordras, att stålet även skall kunna värmebehandlas
så, att egenskaperna komma till sin rätt. För detta
fordras goda värmebehandlingsanordningar och
särskilt, att ugnarna äro försedda med tillförlitliga
temperaturmätningsanordningar och att dessa användas
på rätt sätt. Föreligga icke dylika, gör man klokast
i att låta behandla verklygen på sådana ställen där
lämpliga anordningar och sakkunskap finnas. På
senare åren har man även allt mera kommit till
insikt om värmebehandlingens betydelse och i stor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:16:13 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934b/0023.html

