
Full resolution (TIFF)
- On this page / på denna sida
- Häfte 11. Nov. 1934
- Anders Rosborg: Utvecklingen av konstruktionen av sfäriska (kupade) ångpannegavlar
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has been proofread at least once.
(diff)
(history)
Denna sida har korrekturlästs minst en gång.
(skillnad)
(historik)
 |
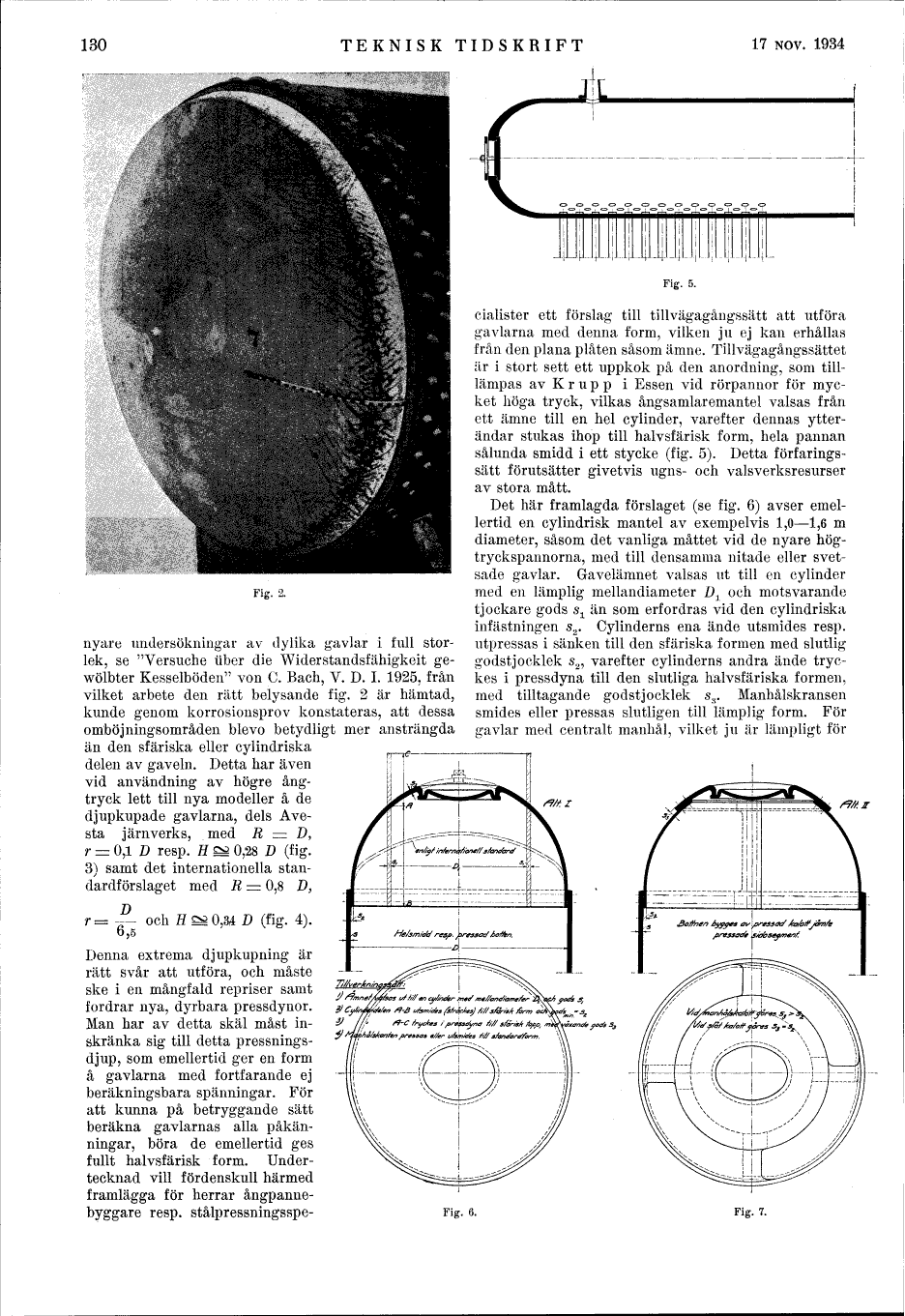
Fig. 2.
|
nyare undersökningar av dylika gavlar i full
storlek, se "Versuche tiber die Widerstandsfähigkeit
gewölbter Kesselböden" von C. Bach, V. D. L 1925, från
vilket arbete den rätt belysande fig. 2 är hämtad,
kunde genom korrosionsprov konstateras, att dessa
omböjningsområden blevo betydligt mer ansträngda
än den asfäriska eller cylindriska delen av gaveln. Detta har även
vid användning av högre ångtryck lett till nya modeller å de
djupkupade gavlarna, dels Avesta järnverks, med R = D,
r = 0,1 D resp. H =oo 0,28 D (fig. 3) samt det internationella
standardförslaget med R = 0,8 D,
| D | |
| r = | –––– | och H =oo 0,34 D (fig. 4). |
| 6,5 | |
Denna extrema djupkupning är rätt svår att utföra, och måste
ske i en mångfald repriser samt fordrar nya, dyrbara pressdynor.
Man har av detta skäl måst inskränka sig till detta
pressningsdjup, som emellertid ger en form
å gavlarna med fortfarande ej beräkningsbara spänningar. För
att kunna på betryggande sätt beräkna gavlarnas alla
påkänningar, böra de emellertid ges fullt halvsfärisk form.
Undertecknad vill fördenskull härmed framlägga för herrar
ångpannebyggare resp. stålpressningsspecialister
|
Fig. 5.
|
ett förslag till tillvägagångssätt att utföra
gavlarna med denna form, vilken ju ej kan erhållas
från den plana plåten såsom ämne. Tillvägagångssättet
är i stort sett ett uppkok på den anordning, som
till-lämpas av Krupp i Essen vid rörpannor för
mycket höga tryck, vilkas ångsamlaremantel valsas från
ett ämne till en hel cylinder, varefter dennas
ytterändar stukas ihop till halvsfärisk form, hela pannan
sålunda smidd i ett stycke (fig. 5). Detta förfaringssätt
förutsätter givetvis ugns- och valsverksresurser
av stora mått.
Det här framlagda förslaget (se fig. 6) avser
emellertid en cylindrisk mantel av exempelvis 1,0–1,6 m
diameter, såsom det vanliga måttet vid de nyare
högtryckspannorna, med till densamma nitade eller
svetsade gavlar. Gavelämnet valsas ut till en cylinder
med en lämplig mellandiameter D1 och motsvarande
tjockare gods s1 än som erfordras vid den cylindriska
infästningen s2. Cylinderns ena ände utsmides resp.
utpressas i sänken till den sfäriska formen med slutlig
godstjocklek s2, varefter cylinderns andra ände
tryckes i pressdyna till den slutliga halvsfäriska formen,
med tilltagande godstjocklek s3. Manhålskransen
smides eller pressas slutligen till lämplig form. För
gavlar med centralt inanhål, vilket ju är lämpligt för
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Tue Dec 12 02:16:40 2023
(aronsson)
(diff)
(history)
(download)
<< Previous
Next >>
https://runeberg.org/tektid/1934m/0132.html

