
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
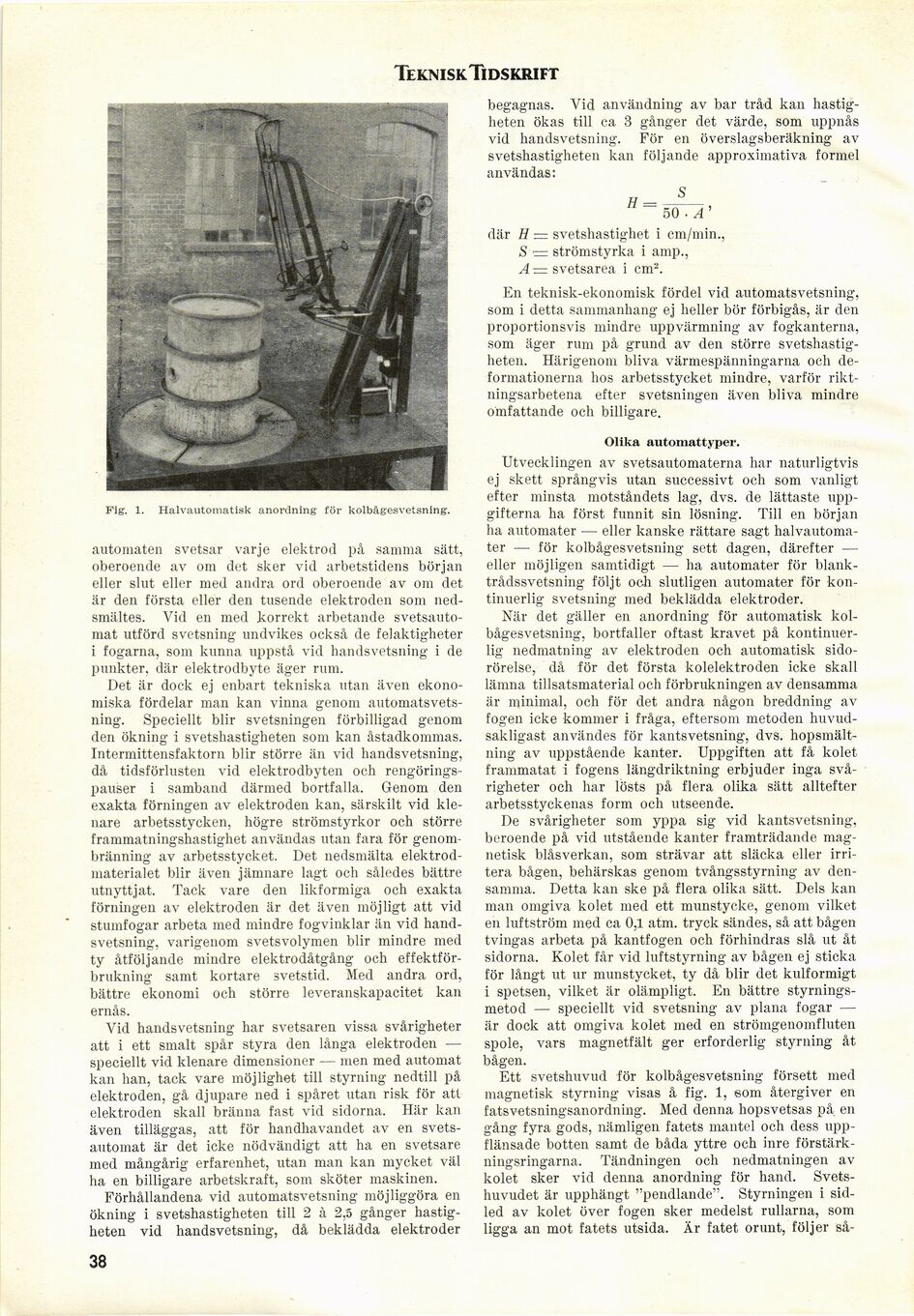
Fig. 1. Halvautomatisk anordning för kolbågesvetsning.
automaten svetsar varje elektrod på samma sätt,
oberoende av om det sker vid arbetstidens början
eller slut eller med andra ord oberoende av om det
är den första eller den tusende elektroden som
nedsmältes. Vid en med korrekt arbetande
svetsauto-mat utförd svetsning undvikes också de felaktigheter
i fogarna, som kunna uppstå vid handsvetsning i de
punkter, där elektrodbyte äger rum.
Det är dock ej enbart tekniska utan även
ekonomiska fördelar man kan vinna genom
automatsvetsning. Speciellt blir svetsningen förbilligad genom
den ökning i svetshastigheten som kan åstadkommas.
Intermittensfaktorn blir större än vid handsvetsning,
då tidsförlusten vid elektrodbyten och
rengöringspauser i samband därmed bortfalla. Genom den
exakta förningen av elektroden kan, särskilt vid
klenare arbetsstycken, högre strömstyrkor och större
frammatningshastighet användas utan fara för
genombränning av arbetsstycket. Det nedsmälta
elektrodmaterialet blir även jämnare lagt och således bättre
utnyttjat. Tack vare den likformiga och exakta
förningen av elektroden är det även möjligt att vid
stumfogar arbeta med mindre fogvinklar än vid
hand-svetsning, varigenom svetsvolymen blir mindre med
ty åtföljande mindre elektrodåtgång och
effektförbrukning samt kortare svetstid. Med andra ord,
bättre ekonomi och större leveranskapacitet kan
ernås.
Vid handsvetsning har svetsaren vissa svårigheter
att i ett smalt spår styra den långa elektroden —
speciellt vid klenare dimensioner — men med automat
kan han, tack vare möjlighet till styrning nedtill på
elektroden, gå djupare ned i spåret utan risk för att
elektroden skall bränna fast vid sidorna. Här kan
även tilläggas, att för handhavandet av en
svets-automat är det icke nödvändigt att ha en svetsare
med mångårig erfarenhet, utan man kan mycket väl
ha en billigare arbetskraft, som sköter maskinen.
Förhållandena vid automatsvetsning möjliggöra en
ökning i svetshastigheten till 2 à 2,5 gånger
hastigheten vid handsvetsning, då beklädda elektroder
begagnas. Vid användning av bar tråd kan
hastigheten ökas till ca 3 gånger det värde, som uppnås
vid handsvetsning. För en överslagsberäkning av
svetshastigheten kan följande approximativa formel
användas:
H S
= 5Ö~-~Ä’
där H = svetshastighet i cm/min.,
S■•= strömstyrka i amp.,
A — svetsarea i cm2.
En teknisk-ekonomisk fördel vid automatsvetsning,
som i detta sammanhang ej heller bör förbigås, är den
proportionsvis mindre uppvärmning av fogkanterna,
som äger rum på grund av den större
svetshastigheten. Härigenom bliva värmespänningarna och
deformationerna hos arbetsstycket mindre, varför
riktningsarbetena efter svetsningen även bliva mindre
omfattande och billigare.
Olika automattyper.
Utvecklingen av svetsautomaterna har naturligtvis
ej skett språngvis utan successivt och som vanligt
efter minsta motståndets lag, dvs. de lättaste
uppgifterna ha först funnit sin lösning. Till en början
ha automater — eller kanske rättare sagt
halvautomater —• för kolbågesvetsning sett dagen, därefter —
eller möjligen samtidigt — ha automater för
blank-trådssvetsning följt och slutligen automater för
kontinuerlig svetsning med beklädda elektroder.
När det gäller en anordning för automatisk
kolbågesvetsning, bortfaller oftast kravet på
kontinuerlig nedmatning av elektroden och automatisk
sidorörelse, då för det första kolelektroden icke skall
lämna tillsatsmaterial och förbrukningen av densamma
är minimal, och för det andra någon breddning av
fogen icke kommer i fråga, eftersom metoden
huvudsakligast användes för kantsvetsning, dvs.
hopsmältning av uppstående kanter. Uppgiften att få kolet
frammatat i fogens längdriktning erbjuder inga
svårigheter och har lösts på flera olika sätt alltefter
arbetsstyckets form och utseende.
De svårigheter som yppa sig vid kantsvetsning,
beroende på vid utstående kanter framträdande
magnetisk blåsverkan, som strävar att släcka eller
irritera bågen, behärskas genom tvångsstyrning av
densamma. Detta kan ske på flera olika sätt. Dels kan
man omgiva kolet med ett munstycke, genom vilket
en luftström med ca 0,1 atm. tryck sändes, så att bågen
tvingas arbeta på kantfogen och förhindras slå ut åt
sidorna. Kolet får vid luftstyrning av bågen ej sticka
för långt ut ur munstycket, ty då blir det kulformigt
i spetsen, vilket är olämpligt. En bättre
styrningsmetod — speciellt vid svetsning av plana fogar —
är dock att omgiva kolet med en strömgenomfluten
spole, vars magnetfält ger erforderlig styrning åt
bågen.
Ett svetshuvud för kolbågesvetsning försett med
magnetisk styrning visas å fig. 1, eom återgiver en
fatsvetsningsanordning. Med denna hopsvetsas på en
gång fyra gods, nämligen fatets mantel och dess
uppflänsade botten samt de båda yttre och inre
förstärkningsringarna. Tändningen och nedmatningen av
kolet sker vid denna anordning för hand.
Svets-huvudet är upphängt "pendlande". Styrningen i
sidled av kolet över fogen sker medelst rullarna, som
ligga an mot fatets utsida. Är fatet orunt, följer så-
38
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}