
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Ti dskrjft
Fig. 28. Bågsvetsautomat enligt "Union
Melt"-förfarandet.
bilda ett smältbad, som kan vara så intensivt att alla
praktiskt förekommande svetsar kunna läggas i ett
arbetstempo.
Svetsautomater erfordra emellertid anordningar av
olika slag, gott utrymme och en löpande likartad
■seriefabrikation, som eftersträvas vid t. e.
tankfartygsbyggen. Dessa anordningar utgöras å ena sidan
av den nödvändiga, tillräckligt långa löpbanan för
Fig. 31. Luftmanövrerad gejdstyrd
punkt-svetsmaskirr. Max. 500 kg. 15 000 A.
automaten, å andra sidan av anordningar (kranar,
traverser o. d.) för transport av arbetsstycket till
automaten. Slutligen måste själva arbetsstycket
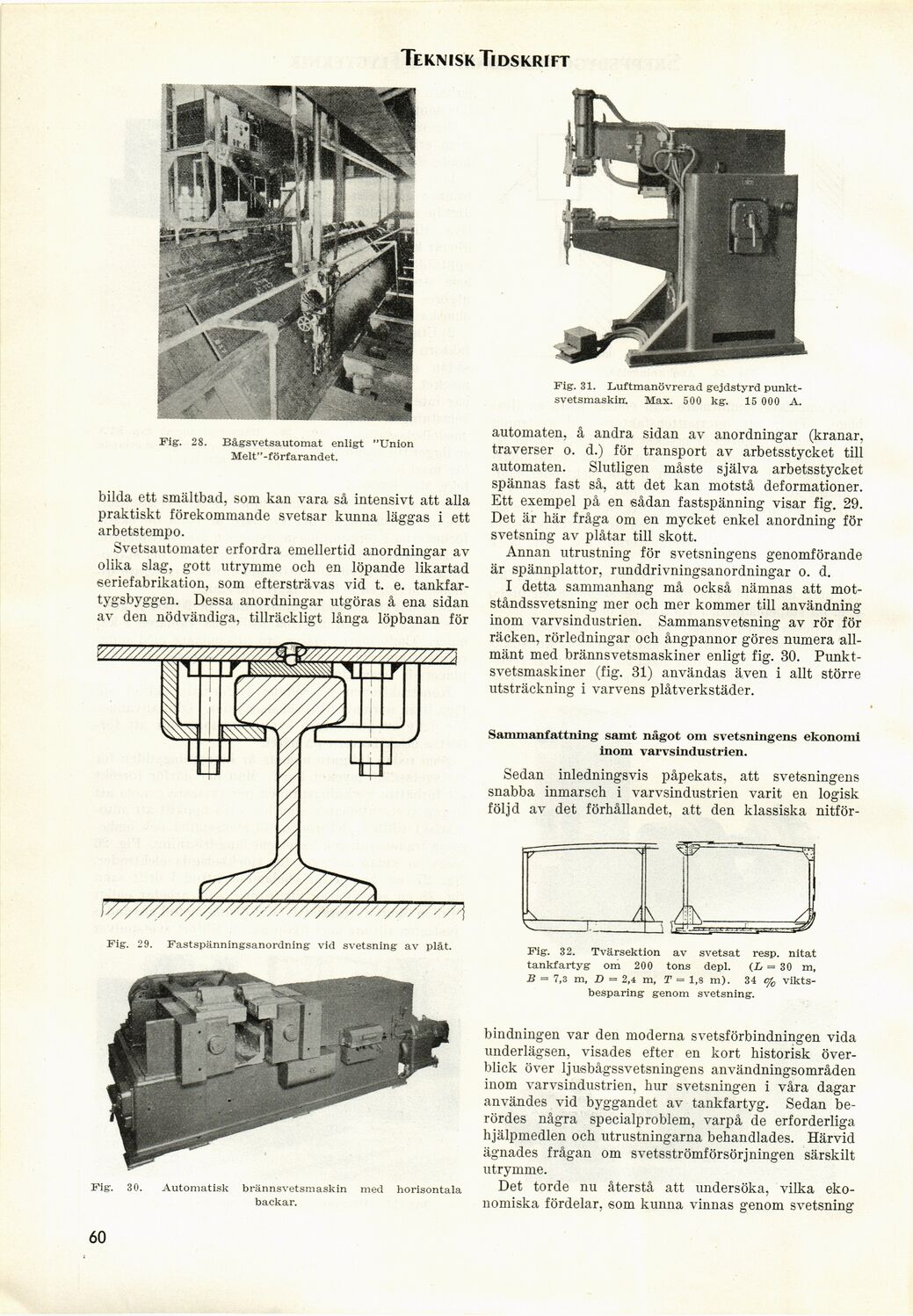
spännas fast så, att det kan motstå deformationer.
Ett exempel på en sådan fastspänning visar fig. 29.
Det är här fråga om en mycket enkel anordning för
svetsning av plåtar till skott.
Annan utrustning för svetsningens genomförande
är spännplattor, runddrivningsanordningar o. d.
I detta sammanhang må också nämnas att
motståndssvetsning mer och mer kommer till användning
inom varvsindustrien. Sammansvetsning av rör för
räcken, rörledningar och ångpannor göres numera
allmänt med brännsvetsmaskiner enligt fig. 30.
Punkt-svetsmaskiner (fig. 31) användas även i allt större
utsträckning i varvens plåtverkstäder.
Sammanfattning samt något om svetsningens ekonomi
inom varvsindustrien.
Sedan inledningsvis påpekats, att svetsningens
snabba inmarsch i varvsindustrien varit en logisk
följd av det förhållandet, att den klassiska nitför-
Fig. 32. Tvärsektion av svetsat resp. nitat
tankfartyg om 200 tons depl. (L = 30 m,
B = 7,3 m, D = 2,4 m, T = 1,8 m). 34 %
viktsbesparing genom svetsning.
bindningen var den moderna svetsförbindningen vida
underlägsen, visades efter en kort historisk
överblick över ljusbågssvetsningens användningsområden
inom varvsindustrien, hur svetsningen i våra dagar
användes vid byggandet av tankfartyg. Sedan
berördes några specialproblem, varpå de erforderliga
hjälpmedlen och utrustningarna behandlades. Härvid
ägnades frågan om svetsströmförsörj ningen särskilt
utrymme.
Det torde nu återstå att undersöka, vilka
ekonomiska fördelar, som kunna vinnas genom svetsning
Fig. 29. Fastspänningsanordning vid svetsning av plåt.
Fig. 30. Automatisk brännsvetsmaskin med horisontala
backar.
60
—mm
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}