
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Teknisk Tidskrift
I
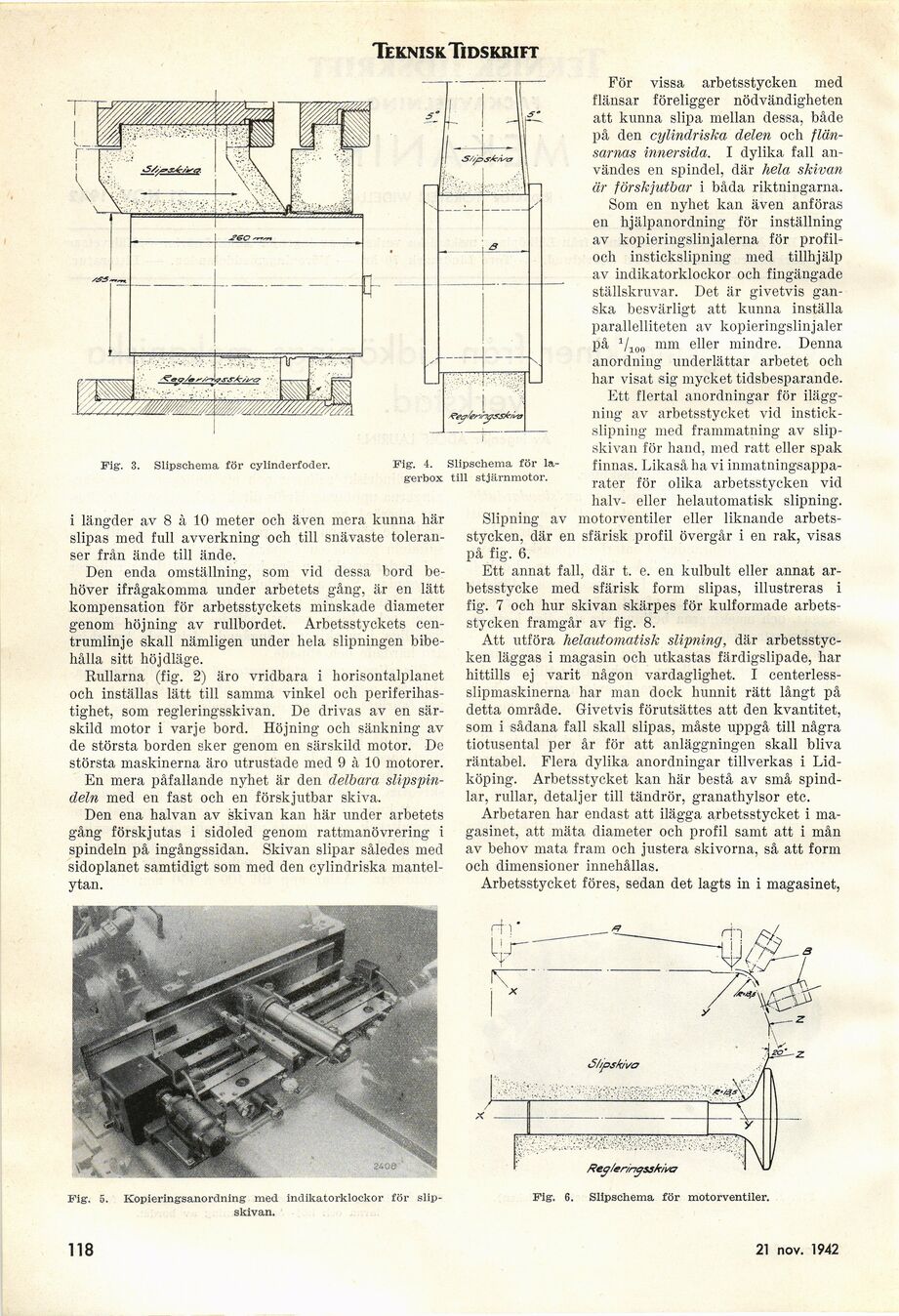
Fig. 3. Slipschema för cylinderfoder.
i längder av 8 à 10 meter och även mera kunna här
slipas med full avverkning och till snävaste
toleranser från ände till ände.
Den enda omställning, som vid dessa bord
behöver ifrågakomma under arbetets gång, är en lätt
kompensation för arbetsstyckets minskade diameter
genom höjning av rullbordet. Arbetsstyckets
centrumlinje skall nämligen under hela slipningen
bibehålla sitt höjdläge.
Rullarna (fig. 2) äro vridbara i horisontalplanet
och inställas lätt till samma vinkel och
periferihastighet, som regleringsskivan. De drivas av en
särskild motor i varje bord. Höjning och sänkning av
de största borden sker genom en särskild motor. De
största maskinerna äro utrustade med 9 à 10 motorer.
En mera påfallande nyhet är den delbara
slipspindeln med en fast och en förskjutbar skiva.
Den ena halvan av skivan kan här under arbetets
gång förskjutas i sidoled genom rattmanövrering i
spindeln på ingångssidan. Skivan slipar således med
sidoplanet samtidigt som med den cylindriska
mantel-ytan.
För vissa arbetsstycken med
flänsar föreligger nödvändigheten
att kunna slipa mellan dessa, både
på den cylindriska delen och
flänsarnas innersida. I dylika fall
användes en spindel, där hela skivan
är förskjutbar i båda riktningarna.
Som en nyhet kan även anföras
en hjälpanordning för inställning
av kopieringslinjalerna för
profil-och instickslipning med tillhjälp
av indikatorklockor och fingängade
ställskruvar. Det är givetvis
ganska besvärligt att kunna inställa
parallelliteten av kopieringslinjaler
på 1/100 mm eller mindre. Denna
anordning underlättar arbetet och
har visat sig mycket tidsbesparande.
Ett flertal anordningar för
ilägg-ning av arbetsstycket vid
instickslipning med frammatning av
slipskivan för hand, med ratt eller spak
finnas. Likaså ha vi
inmatningsapparater för olika arbetsstycken vid
halv- eller helautomatisk slipning.
Slipning av motorventiler eller liknande
arbetsstycken, där en sfärisk profil övergår i en rak, visas
på fig. 6.
Ett annat fall, där t. e. en kulbult eller annat
arbetsstycke med sfärisk form slipas, illustreras i
fig. 7 och hur skivan skärpes för kulformade
arbetsstycken framgår av fig. 8.
Att utföra helautomatisk slipning, där
arbetsstycken läggas i magasin och utkastas färdigslipade, har
hittills ej varit någon vardaglighet. I
centerless-slipmaskinerna har man dock hunnit rätt långt på
detta område. Givetvis förutsättes att den kvantitet,
som i sådana fall skall slipas, måste uppgå till några
tiotusental per år för att anläggningen skall bliva
räntabel. Flera dylika anordningar tillverkas i
Lidköping. Arbetsstycket kan här bestå av små
spindlar, rullar, detaljer till tändrör, granathylsor etc.
Arbetaren har endast att ilägga arbetsstycket i
magasinet, att mäta diameter och profil samt att i mån
av behov mata fram och justera skivorna, så att form
och dimensioner innehållas.
Arbetsstycket föres, sedan det lagts in i magasinet,
Fig. 4. Slipschema för
lagerbox till stjärnmotor.
Fig. 5. Kopieringsanordning med indikatorklockor för
slipskivan.
Reg/eringsskiva
Fig. 6. Slipschema för motorventiler.
118
19 sept. 1942
l||f|
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}