
Full resolution (JPEG) - On this page / på denna sida - H. 48. 30 december 1950 - Kvalitetskontrollens tillämpning i svensk industri, av Erik A Backlund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
1212
TEKNISK TIDSKRIFT
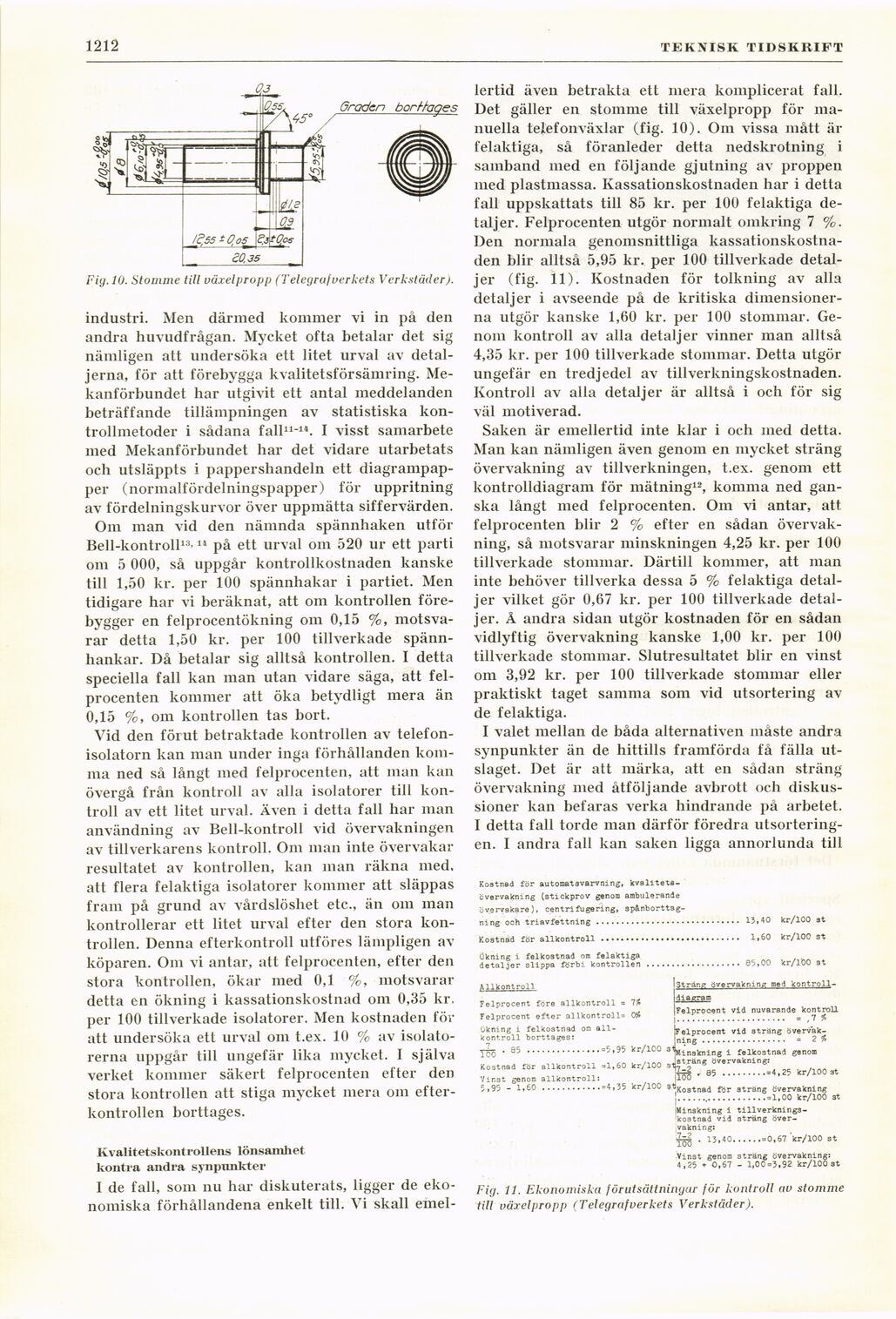
Fig. 10. Stomme till växeljiropp (Telegrafverkets Verkstäder).
industri. Men därmed kommer vi in på den
andra huvudfrågan. Mycket ofta betalar det sig
nämligen att undersöka ett litet urval av
detaljerna, för att förebygga kvalitetsförsämring.
Me-kanförbundet har utgivit ett antal meddelanden
beträffande tillämpningen av statistiska
kontrollmetoder i sådana fall11-14. I visst samarbete
med Mekanförbundet har det vidare utarbetats
och utsläppts i pappershandeln ett
diagrampapper (normalfördelningspapper) för uppritning
av fördelningskurvor över uppmätta siffervärden.
Om man vid den nämnda spännhaken utför
Bell-kontroll13-14 på ett urval om 520 ur ett parti
om 5 000, så uppgår kontrollkostnaden kanske
till 1,50 kr. per 100 spännhakar i partiet. Men
tidigare har vi beräknat, att om kontrollen
förebygger en felprocentökning om 0,15 %,
motsvarar detta 1,50 kr. per 100 tillverkade
spänn-hankar. Då betalar sig alltså kontrollen. I detta
speciella fall kan man utan vidare säga, att
felprocenten kommer att öka betydligt mera än
0,15 %, om kontrollen tas bort.
Vid den förut betraktade kontrollen av
telefon-isolatorn kan man under inga förhållanden
komma ned så långt med felprocenten, att man kan
övergå från kontroll av alla isolatorer till
kontroll av ett litet urval. Även i detta fall liar man
användning av Bell-kontroll vid övervakningen
av tillverkarens kontroll. Om man inte övervakar
resultatet av kontrollen, kan man räkna med,
att flera felaktiga isolatorer kommer att släppas
fram på grund av vårdslöshet etc., än om man
kontrollerar ett litet urval efter den stora
kontrollen. Denna efterkontroll utföres lämpligen av
köparen. Om vi antar, att felprocenten, efter den
stora kontrollen, ökar med 0,1 %, motsvarar
detta en ökning i kassationskostnad om 0,35 kr.
per 100 tillverkade isolatorer. Men kostnaden för
att undersöka ett urval om t.ex. 10 % av
isolatorerna uppgår till ungefär lika mycket. I själva
verket kommer säkert felprocenten efter den
stora kontrollen att stiga mycket mera 0111
efter-kontrollen borttages.
Kvalitetskontrollens lönsamhet
kontra andra synpunkter
I de fall, som nu har diskuterats, ligger de
ekonomiska förhållandena enkelt till. Vi skall emel-
lertid även betrakta ett mera komplicerat fall.
Det gäller en stomme till växelpropp för
manuella telefonväxlar (fig. 10). Om vissa mått är
felaktiga, så föranleder detta nedskrotning i
samband med en följande gjutning av proppen
med plastmassa. Ivassationskostnaden har i detta
fall uppskattats till 85 kr. per 100 felaktiga
detaljer. Felprocenten utgör normalt omkring 7 %.
Den normala genomsnittliga
kassationskostna-den blir alltså 5,95 kr. per 100 tillverkade
detaljer (fig. 11). Kostnaden för tolkning av alla
detaljer i avseende på de kritiska
dimensionerna utgör kanske 1,60 kr. per 100 stommar.
Genom kontroll av alla detaljer vinner man alltså
4,35 kr. per 100 tillverkade stommar. Detta utgör
ungefär en tredjedel av tillverkningskostnaden.
Kontroll av alla detaljer är alltså i och för sig
väl motiverad.
Saken är emellertid inte klar i och med detta.
Man kan nämligen även genom en mycket sträng
övervakning av tillverkningen, t.ex. genom ett
kontrolldiagram för mätning12, komma ned
ganska långt med felprocenten. Om vi antar, att
felprocenten blir 2 % efter en sådan
övervakning, så motsvarar minskningen 4,25 kr. per 100
tillverkade stommar. Därtill kommer, att man
inte behöver tillverka dessa 5 % felaktiga
detaljer vilket gör 0,67 kr. per 100 tillverkade
detaljer. Å andra sidan utgör kostnaden för en sådan
vidlyftig övervakning kanske 1,00 kr. per 100
tillverkade stommar. Slutresultatet blir en vinst
om 3,92 kr. per 100 tillverkade stommar eller
praktiskt taget samma som vid utsortering av
de felaktiga.
I valet mellan de båda alternativen måste andra
synpunkter än de hittills framförda få fälla
utslaget. Det är att märka, att en sådan sträng
övervakning med åtföljande avbrott och
diskussioner kan befaras verka hindrande på arbetet.
I detta fall torde man därför föredra
utsorteringen. I andra fall kan saken ligga annorlunda till
Fig. 11. Ekonomiska förutsättningar för kontroll av stomme
till växelpropp (Telegrafverkets Verkstäder).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}