
Full resolution (JPEG) - On this page / på denna sida - H. 35. 29 september 1953 - Ytjämnhet och funktion — krav och möjligheter, av Herman Hallendorff
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 september 1953
ler dock inte tabeller att direkt ta tillämpningar
ur. Sådana tabeller kanske man kan få så
småningom, men för att nå mästerskap i deras
användning måste man ha åtminstone så mycket
grundkunskap att man i princip kan ställa upp
tabellerna själv.
Möjligheter
Varje verkstadsmässig bearbetningsmetod kan
ge mycket varierande profildjup, och det
resultat man kan nå beror i hög grad av hur man
kör, vilka verktyg och maskiner man använder,
vilket material man bearbetar osv. Trots att man
hos vissa företag anser att man med anvisningen
"slipas" alltid når en rätt väl definierad
ytjämnhet avslöjar mätningar att variationerna kan
vara stora vilket i sin tur betyder att
funktionsdugligheten kan variera avsevärt, åtminstone i
ansträngda förband. Speciellt får man stor
pro-fildjupsvariation om man hos flera verkstäder
samtidigt beställer efter ritning med
ytspecifika-tionen "slipas". Vad man här skall anmärka på
är inte att slipningen ger varierande resultat,
utan att man använder otillfredsställande
anvisningar på ritningarna. Skall man "slippa" ånge
profildjup så måste man åtminstone ge
slipskivans kornstorlek, arbetshårdhet och
skärpnings-tillstånd, skärdjup och matning, skärvätska,
samt uppgifter om maskinen och ibland också
om kringstående maskiner. Det är lättare lära
sig mäta och objektivt beteckna ytjämnheten.
Tabell 3 ger några exempel på vad de vanligare
bearbetningsmetoderna kan ge. Större värden
kan lätt åstadkommas genom ökad belastning på
verktygen. För att nå lägre värden måste man ta
särskild hänsyn till homogenitet hos det
bearbetade materialet och till verktygens och
maskinernas egenskaper. Det är alltid av stor vikt att
minnas, att kostnaden för ytans framställning
växer allt snabbare, ju längre man driver kravet
på litet profildjup. Ett förband av hål och axel
med ytor av klassen H < 1 p, kan mycket väl
kosta 4—5 gånger så mycket i bearbetning som
om profildjupen får vara < 4 fi. I ett sådant fall
bör man givetvis studera, om inte de billigare
ytorna, eventuellt på lätt utbytbara element, kan
vara en fullt tillfredsställande lösning. Man bör
också undersöka, 0111 inte de relativt sett billigare
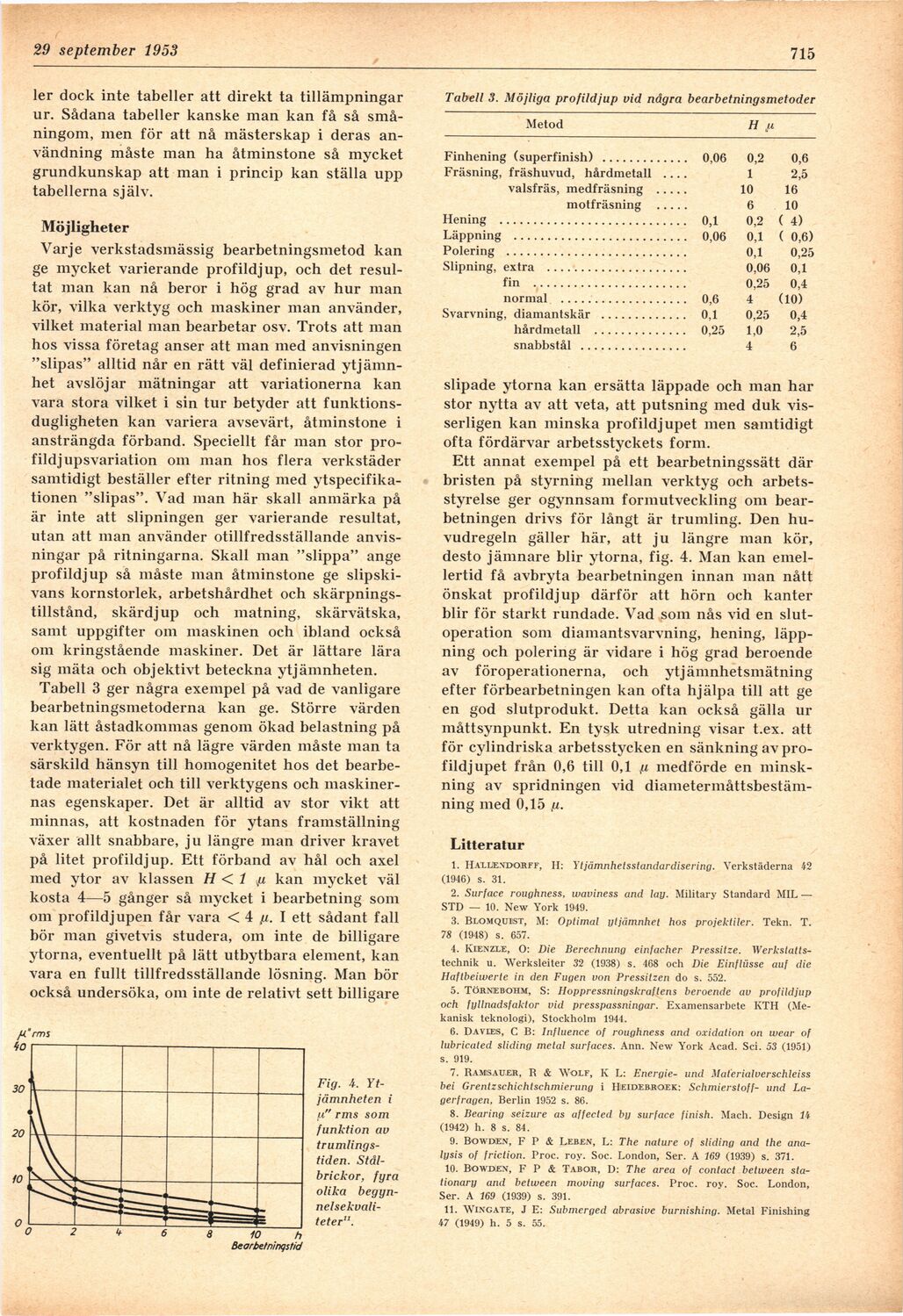
Fig. 4.
Ytjämnheten i
f/’ rms som
funktion av [-trumlings-tiden. Stålbrickor,-]
{+trumlings-
tiden. Stål-
brickor,+} fyra
olika
begynnelsekvaliteter11.
715
Tabell 3. Möjliga profildjup vid några bearbetningsmetoder
Metod H ja.
Finhening (superfinish) ..........................0,06 0,2 0,6
Fräsning, fräshuvud, hårdmetall .... 1 2,5
valsfräs, medfräsning ..........10 16
motfräsning ..........6 10
Hening ........................................................0,1 0,2 (4)
Läppning ....................................................0,06 0,1 ( 0,6)
Polering ......................................................0,1 0,25
Slipning, extra ..........................................0,06 0,1
fin ..............................................0,25 0,4
normal ......................................0,6 4 (10)
Svarvning, diamantskär ..........................0,1 0,25 0,4
hårdmetall ............................0,25 1,0 2,5
snabbstål ................................4 6
slipade ytorna kan ersätta läppade och man har
stor nytta av att veta, att putsning med duk
visserligen kan minska profildjupet men samtidigt
ofta fördärvar arbetsstyckets form.
Ett annat exempel på ett bearbetningssätt där
bristen på styrning mellan verktyg och
arbets-styrelse ger ogynnsam formutveckling om
bearbetningen drivs för långt är trumling. Den
huvudregeln gäller här, att ju längre man kör,
desto jämnare blir ytorna, fig. 4. Man kan
emellertid få avbryta bearbetningen innan man nått
önskat profildjup därför att hörn och kanter
blir för starkt rundade. Vad som nås vid en
slutoperation som diamantsvarvning, hening,
läppning och polering är vidare i hög grad beroende
av föroperationerna, och ytjämnhetsmätning
efter förbearbetningen kan ofta hjälpa till att ge
en god slutprodukt. Detta kan också gälla ur
måttsynpunkt. En tysk utredning visar t.ex. att
för cylindriska arbetsstycken en sänkning av
pro-fildjupet från 0,6 till 0,1 n medförde en
minskning av spridningen vid
diametermåttsbestäm-ning med 0,15 fi.
Litteratur
1. Hallendorff, II: Ytjämnhetsstandardisering. Verkstäderna 42
(1946) s. 31.
2. Surface roughness, waviness and lay. Military Standard MIL —
STD — 10. New York 1949.
3. Blomquist, M: Optimal ytjämnhet hos projektiler. Tekn. T.
78 (1948) s. 657.
4. Kienzle, O: Die Berechnung einfacher Pressitze.
Werkstatts-technik u. Werksleiter 32 (1938) s. 468 och Die Einflüsse auf die
Haftbeiwerte in den Fugen von Pressitzen do s. 552.
5. Törnebohm, S: Iloppressningskraftens beroende av profildjup
och fyllnadsfaktor vid presspassningar. Examensarbete KTH
(Mekanisk teknologi), Stockholm 1944.
6. Davies, C B: Influence of roughness and oxidation ön wear of
lubricated sliding metal surfaces. Ann. New York Acad. Sci. 53 (1951)
s. 919.
7. Ramsauer, R & Wolf, K L: Energie- und Materialverschleiss
bei Grentzschichtschmierung i IIeidebroek: Schmierstoff- und
La-gerfragen, Berlin 1952 s. 86.
8. Bear ing seizure as affected by surface finish. Mach. Design 14
(1942) h. 8 s. 84.
9. Bowden, F P & Leben, L: The nature of sliding and the
analysis of friction. Proc. roy. Soc. London, Ser. A 169 (1939) s. 371.
10. Bowden, F P & Tabor, D: The area of contact between
sta-tionary and between moving surfaces. Proc. roy. Soc. London,
Ser. A 169 (1939) s. 391.
11. Wingate, J E: Submerged abrasive burnishing. Metal Finishing
47 (1949) h. 5 s. 55.
"rms
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}