
Full resolution (JPEG) - On this page / på denna sida - H. 13. 30 mars 1954 - Passningar och toleranser i varvsindustrin, av Bertil Österman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
290
TEKNISK TIDSKRIFT
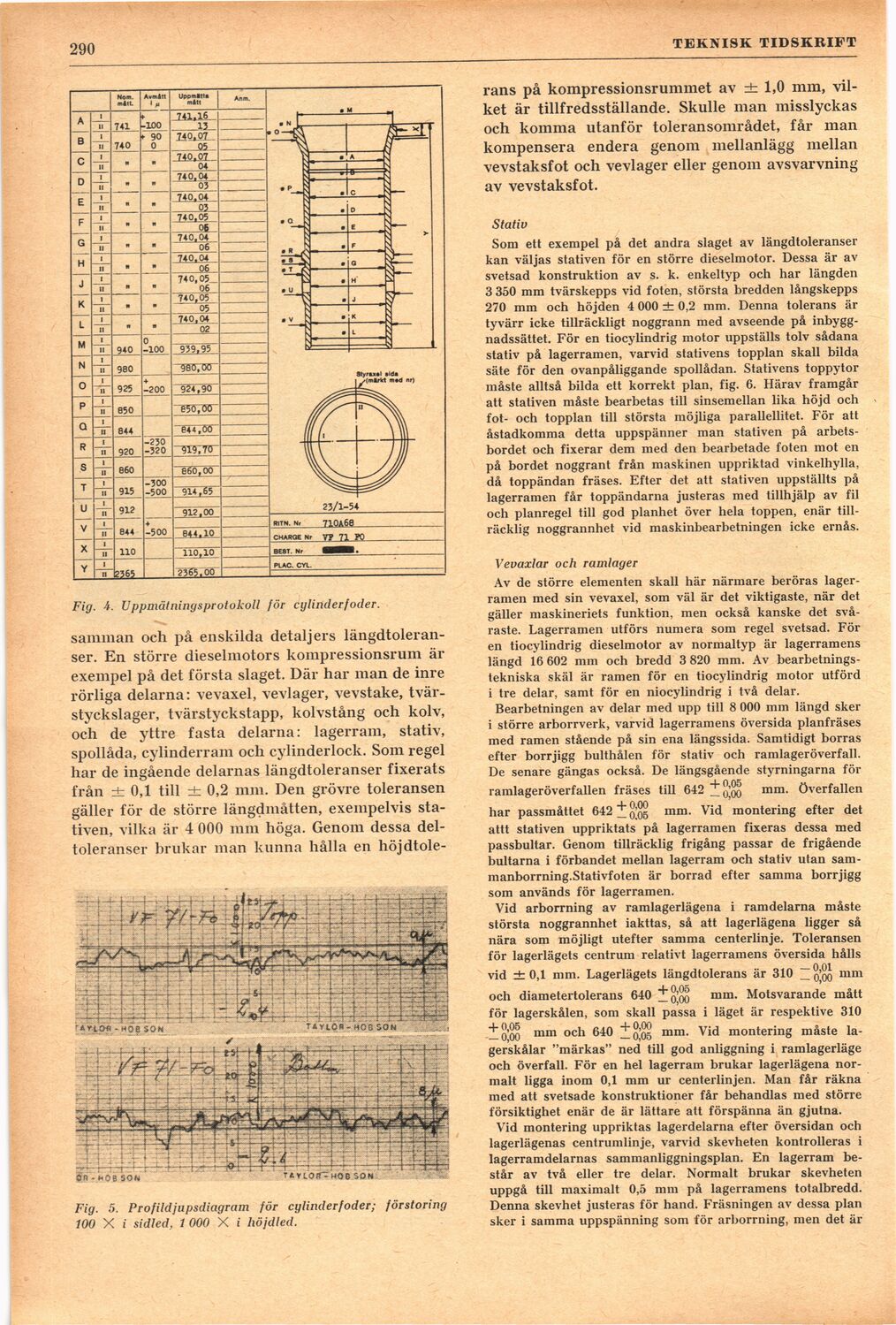
Fig. A. Uppmätningsprotokoll för cylinderfoder.
samman och på enskilda detaljers
längdtoleranser. En större dieselmotors kompressionsrum är
exempel på det första slaget. Där har man de inre
rörliga delarna: vevaxel, vevlager, vevstake,
tvär-styckslager, tvärstyckstapp, kolvstång och kolv,
och de yttre fasta delarna: lagerram, stativ,
spollåda, cylinderram och cylinderlock. Som regel
har de ingående delarnas längdtoleranser fixerats
från ±0,1 till ± 0,2 mm. Den grövre toleransen
gäller för de större längdmåtten, exempelvis
stativen, vilka är 4 000 mm höga. Genom dessa
deltoleranser brukar man kunna hålla en höjdtole-
Fig. 5. Profildjupsdiagram för cylinder foder; förstoring
100 X i sidled, 1 000 X i höjdled.
rans på kompressionsrummet av ±1,0 mm,
vilket är tillfredsställande. Skulle man misslyckas
och komma utanför toleransområdet, får man
kompensera endera genom mellanlägg mellan
vevstaksfot och vevlager eller genom avsvarvning
av vevstaksfot.
Stativ
Som ett exempel på det andra slaget av längdtoleranser
kan väljas stativen för en större dieselmotor. Dessa är av
svetsad konstruktion av s. k. enkeltyp och har längden
3 350 mm tvärskepps vid foten, största bredden långskepps
270 mm och höjden 4 000 ± 0,2 mm. Denna tolerans är
tyvärr icke tillräckligt noggrann med avseende på
inbyggnadssättet. För en tiocylindrig motor uppställs tolv sådana
stativ på lagerramen, varvid stativens topplån skall bilda
säte för den ovanpåliggande spollådan. Stativens toppytor
måste alltså bilda ett korrekt plan, fig. 6. Härav framgår
att stativen måste bearbetas till sinsemellan lika höjd och
fot- och topplån till största möjliga parallellitet. För att
åstadkomma detta uppspänner man stativen på
arbetsbordet och fixerar dem med den bearbetade foten mot en
på bordet noggrant från maskinen uppriktad vinkelhylla,
då toppändan fräses. Efter det att stativen uppställts på
lagerramen får toppändarna justeras med tillhjälp av fil
och planregel till god planhet över hela toppen, enär
tillräcklig noggrannhet vid maskinbearbetningen icke ernås.
Vevaxlar och ramlager
Av de större elementen skall här närmare beröras
lagerramen med sin vevaxel, som väl är det viktigaste, när det
gäller maskineriets funktion, men också kanske det
svåraste. Lagerramen utförs numera som regel svetsad. För
en tiocylindrig dieselmotor av normaltyp är lagerramens
längd 16 602 mm och bredd 3 820 mm. Av
bearbetningstekniska skäl är ramen för en tiocylindrig motor utförd
i tre delar, samt för en niocylindrig i två delar.
Bearbetningen av delar med upp till 8 000 mm längd sker
i större arborrverk, varvid lagerramens översida planfräses
med ramen stående på sin ena längssida. Samtidigt borras
efter borrjigg bulthålen för stativ och ramlageröverfall.
De senare gängas också. De längsgående styrningarna för
ramlageröverfallen fräses till 642 itooo mm. överfallen
har passmåttet 642 it o 05 mn1, montering efter det
attt stativen uppriktats på lagerramen fixeras dessa med
passbultar. Genom tillräcklig frigång passar de frigående
bultarna i förbandet mellan lagerram och stativ utan
sam-manborrning.Stativfoten är borrad efter samma borrjigg
som används för lagerramen.
Vid arborrning av ramlagerlägena i ramdelarna måste
största noggrannhet iakttas, så att lagerlägena ligger så
nära som möjligt utefter samma centerlinje. Toleransen
för lagerlägets centrum relativt lagerramens översida hålls
vid ± 0,1 mm. Lagerlägets längdtolerans är 310 ~ q’qJ mm
och diametertolerans 640 it o 00 mm* Motsvarande mått
för lagerskålen, som skall passa i läget är respektive 310
+ S85 mm och 640 it o 05 mn1, ^id montering måste
lagerskålar "märkas" ned till god anliggning i ramlagerläge
och överfall. För en hel lagerram brukar lagerlägena
normalt ligga inom 0,1 mm ur centerlinjen. Man får räkna
med att svetsade konstruktioner får behandlas med större
försiktighet enär de är lättare att förspänna än gjutna.
Vid montering uppriktas lagerdelarna efter översidan och
lagerlägenas centrumlinje, varvid skevheten kontrolleras i
lagerramdelarnas sammanliggningsplan. En lagerram
består av två eller tre delar. Normalt brukar skevheten
uppgå till maximalt 0,5 mm på lagerramens totalbredd.
Denna skevhet justeras för hand. Fräsningen av dessa plan
sker i samma uppspänning som för arborrning, men det är
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}