
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 27 - Elgnistbearbetning, av Emanuel Warsztacki
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
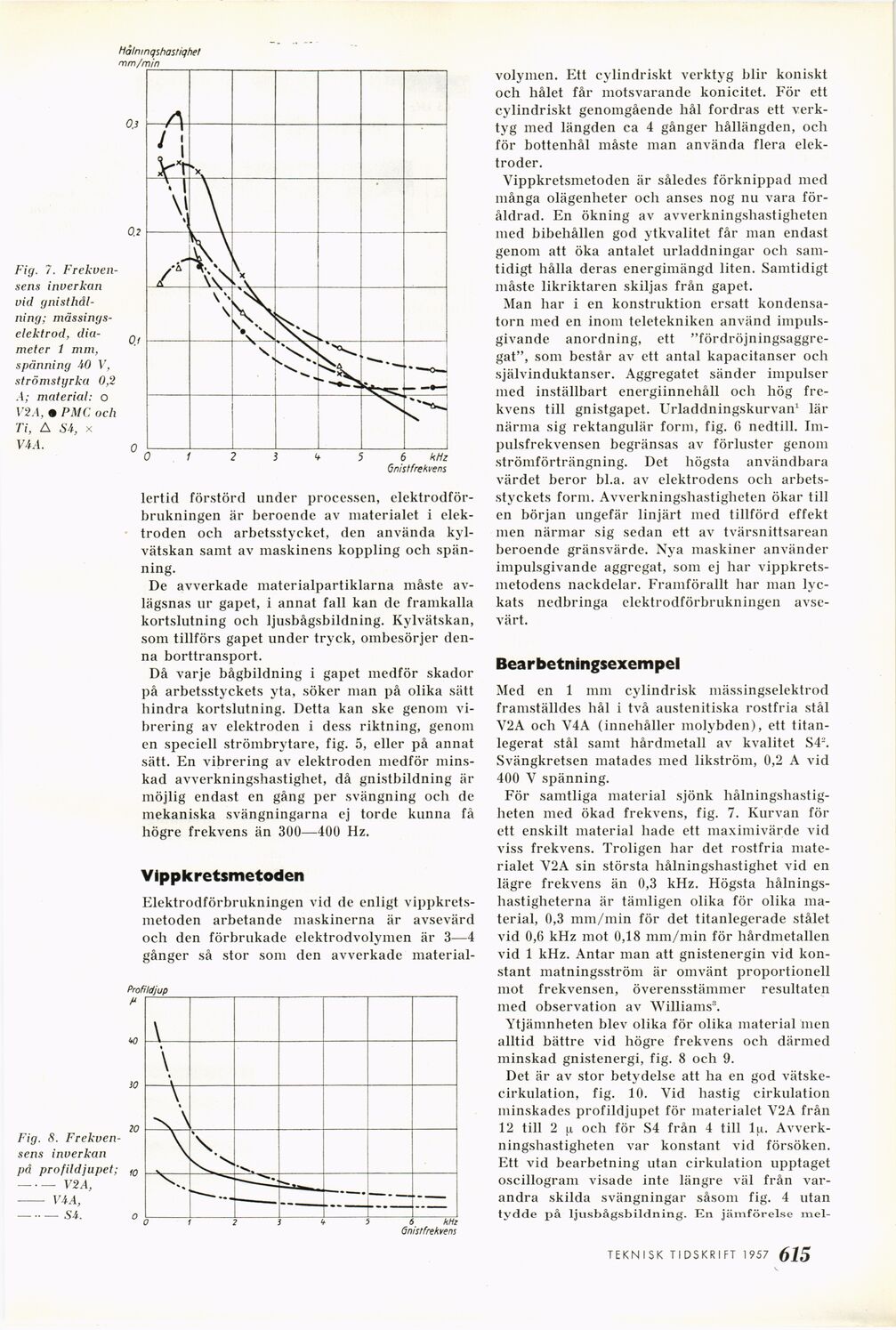
Fig. 7.
Frekvensens inverkan
vid g ni st
hål-ning; mässingselektrod, diameter 1 mm,
spänning 40 V,
strömstyrka 0,2
.4; material: o
V2A, • PMC och
Ti, A SA, x
V i A.
lertid förstörd under processen,
elektrodförbrukningen är beroende av materialet i
elektroden och arbetsstycket, den använda
kylvätskan samt av maskinens koppling och
spänning.
De avverkade materialpartiklarna måste
avlägsnas ur gapet, i annat fall kan de framkalla
kortslutning och ljusbågsbildning. Kylvätskan,
som tillförs gapet under tryck, ombesörjer
denna borttransport.
Då varje bågbildning i gapet medför skador
på arbetsstyckets yta, söker man på olika sätt
hindra kortslutning. Detta kan ske genom
vibrering av elektroden i dess riktning, genom
en speciell strömbrytare, fig. 5, eller på annat
sätt. En vibrering av elektroden medför
minskad avverkningshastighet, då gnistbildning är
möjlig endast en gång per svängning och de
mekaniska svängningarna ej torde kunna få
högre frekvens än 300—400 Hz.
Vippkretsmetoden
Elektrodförbrukningen vid de enligt
vippkretsmetoden arbetande maskinerna är avsevärd
och den förbrukade elektrodvolymen är 3—4
gånger så stor som den avverkade material-
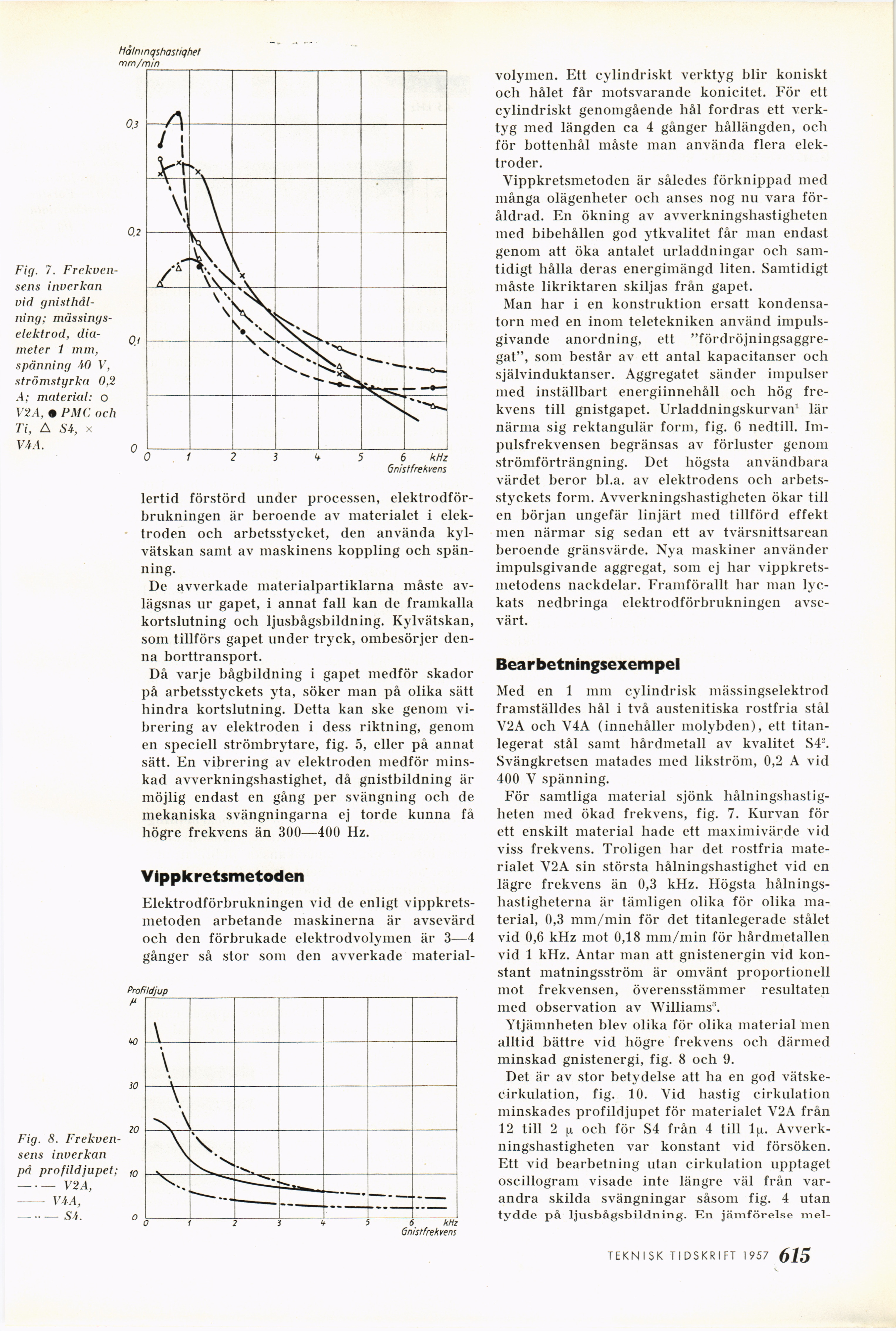
Fig. 8.
Frekvensens inverkan
på profildjupet;
–-V2A,
- VAA,
––SA.
volymen. Ett cylindriskt verktyg blir koniskt
och hålet får motsvarande konicitet. För ett
cylindriskt genomgående hål fordras ett
verktyg med längden ca 4 gånger hållängden, och
för bottenhål måste man använda flera
elektroder.
Vippkretsmetoden är således förknippad med
många olägenheter och anses nog nu vara
föråldrad. En ökning av avverkningshastigheten
med bibehållen god ytkvalitet får man endast
genom att öka antalet urladdningar och
samtidigt hålla deras energimängd liten. Samtidigt
måste likriktaren skiljas från gapet.
Man har i en konstruktion ersatt
kondensatorn med en inom teletekniken använd
impulsgivande anordning, ett
"fördröjningsaggregat", som består av ett antal kapacitanser och
självinduktanser. Aggregatet sänder impulser
med inställbart energiinnehåll och hög
frekvens till gnistgapet. Urladdningskurvan1 lär
närma sig rektangulär form, fig. 6 nedtill.
Impulsfrekvensen begränsas av förluster genom
strömförträngning. Det högsta användbara
värdet beror bl.a. av elektrodens och
arbetsstyckets form. Avverkningshastigheten ökar till
en början ungefär linjärt med tillförd effekt
men närmar sig sedan ett av tvärsnittsarean
beroende gränsvärde. Nya maskiner använder
impulsgivande aggregat, som ej har
vippkrets-metodens nackdelar. Framförallt har man
lyckats nedbringa elektrodförbrukningen
avsevärt.
Bearbetningsexempel
Med en 1 mm cylindrisk mässingselektrod
framställdes hål i två austenitiska rostfria stål
V2A och V4A (innehåller molybden), ett
titan-legerat stål samt hårdmetall av kvalitet S42.
Svängkretsen matades med likström, 0,2 A vid
400 V spänning.
För samtliga material sjönk
hålningshastig-heten med ökad frekvens, fig. 7. Kurvan för
ett enskilt material hade ett maximivärde vid
viss frekvens. Troligen har det rostfria
materialet Y2A sin största hålningshastighet vid en
lägre frekvens än 0,3 kHz. Högsta
hålnings-hastigheterna är tämligen olika för olika
material, 0,3 mm/min för det titanlegerade stålet
vid 0,6 kHz mot 0,18 mm/min för hårdmetallen
vid 1 kHz. Antar man att gnistenergin vid
konstant matningsström är omvänt proportionell
mot frekvensen, överensstämmer resultaten
med observation av Williams3.
Ytjämnheten blev olika för olika material men
alltid bättre vid högre frekvens och därmed
minskad gnistenergi, fig. 8 och 9.
Det är av stor betydelse att ha en god
vätskecirkulation, fig. 10. Vid hastig cirkulation
minskades profildjupet för materialet V2A från
12 till 2 u och för S4 från 4 till lu.
Avverkningshastigheten var konstant vid försöken.
Ett vid bearbetning utan cirkulation upptaget
oscillogram visade inte längre väl från
varandra skilda svängningar såsom fig. 4 utan
tydde på ljusbågsbildning. En jämförelse mel-
TEKNISK TIDSKRIFT 1957 5 77
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}