
Full resolution (JPEG) - On this page / på denna sida - Tegel

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
851
Tegel
852
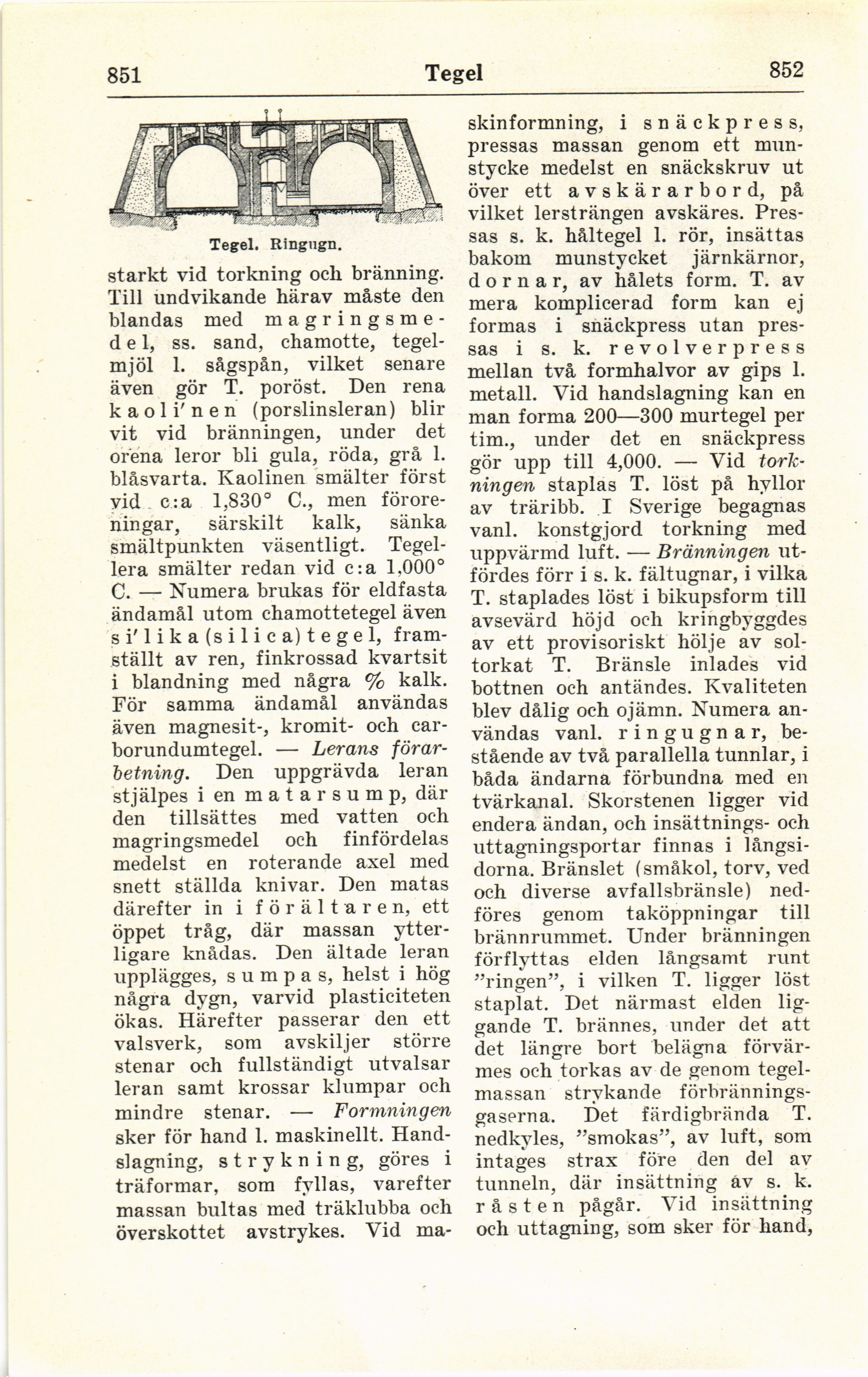
Tegel. Ringngn.
starkt vid torkning och bränning.
Till undvikande härav måste den
blandas med
magringsme-del, ss. sand, chamotte,
tegelmjöl 1. sågspån, vilket senare
även gör T. poröst. Den rena
kaoli’nen (porslinsleran) blir
vit vid bränningen, under det
orena leror bli gula, röda, grå 1.
blåsvarta. Kaolinen smälter först
vid c:a 1,830° C., men
föroreningar, särskilt kalk, sänka
smältpunkten väsentligt.
Tegellera smälter redan vid c:a 1,000°
C. — Numera brukas för eldfasta
ändamål utom chamottetegel även
si’lika(silica)tegel,
framställt av ren, finkrossad kvartsit
i blandning med några % kalk.
För samma ändamål användas
även magnesit-, kromit- och
car-borundumtegel. — Lerans
förarbetning. Den uppgrävda leran
stjälpes i en matarsump, där
den tillsättes med vatten och
magringsmedel och finfördelas
medelst en roterande axel med
snett ställda knivar. Den matas
därefter in i förälta ren, ett
öppet tråg, där massan
ytterligare knådas. Den ältade leran
upplägges, s u m p a s, helst i hög
några dygn, varvid plasticiteten
ökas. Härefter passerar den ett
valsverk, som avskiljer större
stenar och fullständigt utvalsar
leran samt krossar klumpar och
mindre stenar. — Formningen
sker för hand 1. maskinellt.
Handslagning, strykning, göres i
träformar, som fyllas, varefter
massan bultas med träklubba och
överskottet avstrykes. Vid
ma
skinformning, i snäckpress,
pressas massan genom ett
munstycke medelst en snäckskruv ut
över ett a v s k ä r a r b o r d, på
vilket lersträngen avskäres.
Pressas s. k. håltegel 1. rör, insättas
bakom munstycket järnkärnor,
d o r n a r, av hålets form. T. av
mera komplicerad form kan ej
formas i snäckpress utan
pressas i s. k. revolverpress
mellan två formhalvor av gips 1.
metall. Vid handslagning kan en
man forma 200—300 murtegel per
tim., under det en snäckpress
gör upp till 4,000. — Vid
torkningen staplas T. löst på hyllor
av träribb. I Sverige begagnas
vanl. konstgjord torkning med
uppvärmd luft. — Bränningen
utfördes förr i s. k. fältugnar, i vilka
T. staplades löst i bikupsform till
avsevärd höjd och kringbyggdes
av ett provisoriskt hölje av
soltorkat T. Bränsle inlades vid
bottnen och antändes. Kvaliteten
blev dålig och ojämn. Numera
användas vanl. ringugnar,
bestående av två parallella tunnlar, i
båda ändarna förbundna med en
tvärkanal. Skorstenen ligger vid
endera ändan, och insättnings- och
uttagningsportar finnas i
långsidorna. Bränslet (småkol, torv, ved
och diverse avfallsbränsle)
ned-föres genom taköppningar till
brännrummet. Under bränningen
förflyttas elden långsamt runt
”ringen”, i vilken T. ligger löst
staplat. Det närmast elden
liggande T. brännes, under det att
det längre bort belägna
förvärmes och torkas av de genom
tegelmassan strykande
förbränningsgaserna. Det färdigbrända T.
nedkyles, ”smokas”, av luft, som
intages strax före den del av
tunneln, där insättning åv s. k.
råsten pågår. Vid insättning
och uttagning, som sker för hand,
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}