
Full resolution (JPEG) - On this page / på denna sida - XXIII. Motorrenoveringar av ingenjör Hans Holm - Lagerarbeten

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
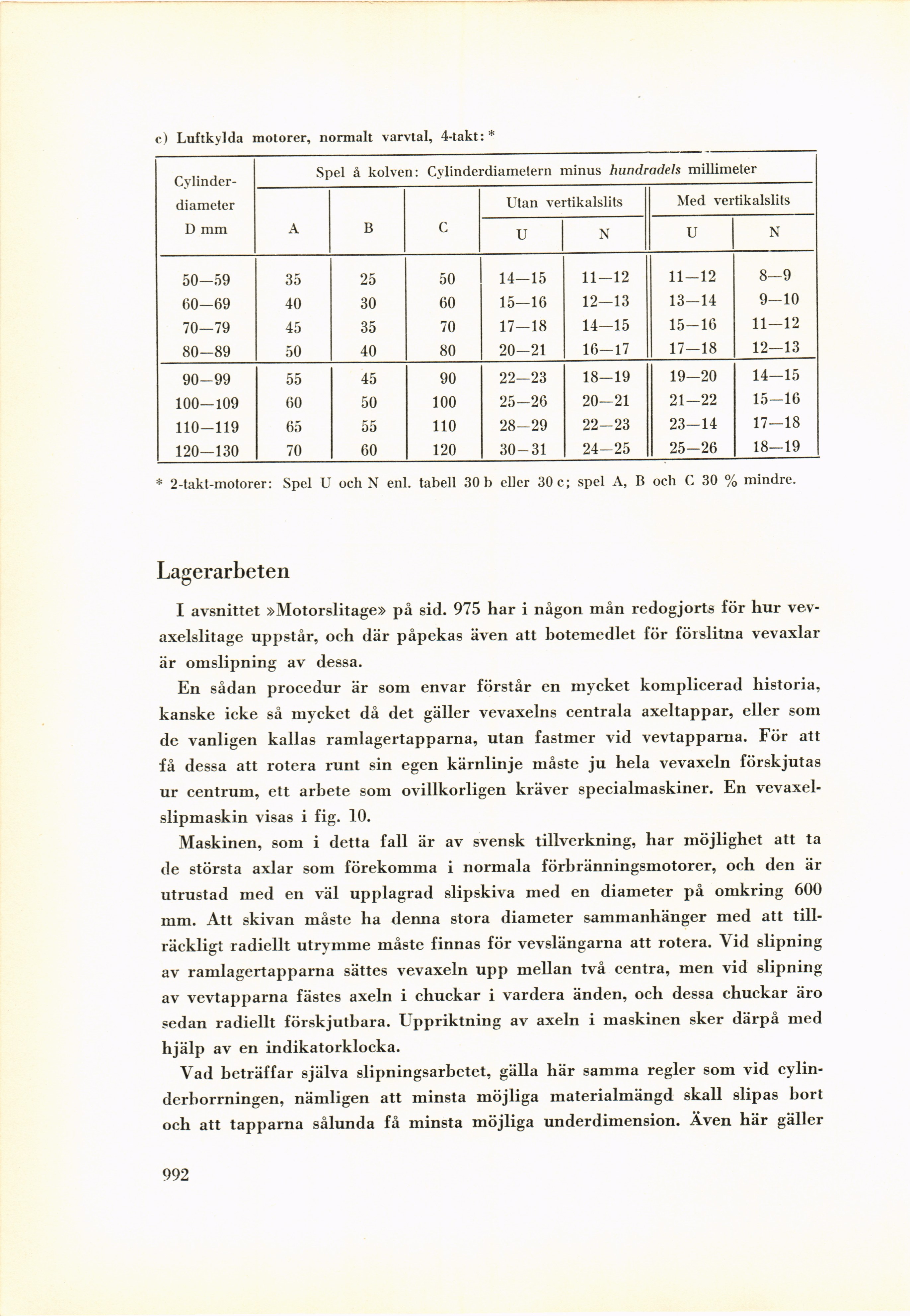
c) Luftkylda motorer, normalt varvtal, 4-takt:*
[-Cylinderdiameter-]
{+Cylinder- diameter+} D mm Spel å kolven: Cylinderdiametern minus hundradels millimeter
A B C Utan vertikalslits Med vertikalslits
U N U N
50-59 35 25 50 14—15 11-12 11-12 8-9
60-69 40 30 60 15—16 12—13 13-14 9-10
70—79 45 35 70 17-18 14—15 15-16 11-12
80-89 50 40 80 20-21 16-17 17—18 12-13
90-99 55 45 90 22-23 18-19 19-20 14-15
100-109 60 50 100 25-26 20—21 21—22 15-16
110-119 65 55 110 28-29 22-23 23-14 17—18
120—130 70 60 120 30-31 24-25 25-26 18-19
* 2-takt-motorer: Spel U och N enl. tabell 30 b eller 30 c; spel A, B och C 30 % mindre.
Lagerarbeten
I avsnittet »Motorslitage» på sid. 975 har i någon mån redogjorts för hur
vev-axelslitage uppstår, och där påpekas även att botemedlet för förslitna vevaxlar
är omslipning av dessa.
En sådan procedur är som envar förstår en mycket komplicerad historia,
kanske icke så mycket då det gäller vevaxelns centrala axeltappar, eller som
de vanligen kallas ramlagertapparna, utan fastmer vid vevtapparna. För att
få dessa att rotera runt sin egen kärnlinje måste ju hela vevaxeln förskjutas
ur centrum, ett arbete som ovillkorligen kräver specialmaskiner. En
vevaxel-slipmaskin visas i fig. 10.
Maskinen, som i detta fall är av svensk tillverkning, har möjlighet att ta
de största axlar som förekomma i normala förbränningsmotorer, och den är
utrustad med en väl upplagrad slipskiva med en diameter på omkring 600
mm. Att skivan måste ha denna stora diameter sammanhänger med att
tillräckligt radiellt utrymme måste finnas för vevslängarna att rotera. Vid slipning
av ramlagertapparna sättes vevaxeln upp mellan två centra, men vid slipning
av vevtapparna fästes axeln i chuckar i vardera änden, och dessa chuckar äro
sedan radiellt förskjutbara. Uppriktning av axeln i maskinen sker därpå med
hjälp av en indikatorklocka.
Vad beträffar själva slipningsarbetet, gälla här samma regler som vid
cylinderborrningen, nämligen att minsta möjliga materialmängd skall slipas bort
och att tapparna sålunda få minsta möjliga underdimension. Även här gäller
992
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}