
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
282
INDUSTRI TIDNING EN NORDEN 282
ning, »härdslagg», som förstör verktygets eller
föremålets skarpa ytterkonturer och fordra en dyrbar
efter-slipning med åtföljande dimensionsförändring.
Ideala förhållanden vid härdning kunna i korthet
sammanfattas i följande punkter:
1) Upphettningen sker jämt och med lagom
hastighet, avpassad efter föremålens storlek och form.
2) Den bör helst, så vitt möjligt, ske utan
lufttillträde till föremålen.
3) Fullständig kontroll över upphettningsgraden och
-hastigheten samt avkylningspunkten.
4) Kontroll över ugnens atmosfär.
5) Oberoende av mänskligt godtycke eller
individualitet.
I praktiken torde dessa idealförhållanden vara svåra
att helt uppnå; vid clen här nedan beskrivna metoden
har man eftersträvat att, i möjligaste mån, uppfylla
dessa villkor. Denna metod, som utarbetats av firman
Leeds & Northrup och är skyddad under U. S. A. pat.
nr 1 188 128 och som utgör ett led i firmans
instrumenttillverkning, vilken utmärker sig för en mycket
hög standard, grundar sig på följande princip:
Ett kolstål. som upphettas till ca 750°C, passerar
som bekant i närheten av denna, temperatur en s. k.
omvandlingspunkt, som bland annat visar sig däri, att
om ett termoelement anbringas så, att det noga följer
temperaturändringen hos stålet, så visar detta en stadig
stegring av temperaturen upp till en viss punkt
(omvandlingspunkten) ; när denna punkt, som vanligen
ligger i närheten av 7 60° C, uppnåtts, inträder för en kort
stund ett stillestånd i temperaturstegringen hos
föremålet, stålet övergår från en fas i en annan och som
denna omvandling kräver värme, förbrukas en del av
energin och medför det kortare stilleståndet i styckets
temperaturstegring. Sed.an omvandlingen fortskridit till
en viss grad vidtager denna stegring ånyo. Det är
denna egenskap hos stålet som lagts till grund för den
här ifrågavarande metoden. Kurvan i fig. 3 avser att
närmare klargöra förloppet. Föremålen, som skola
härdas. placeras i en elektriskt upphettad ugn (som
beskrives här längre ned), vilken redan bragts till
liärcl-ningstemperatur; denna motsvaras av punkten A (vid
ca 1400° Fahrenheit == 760,5° C) nedtill åt höger.
För att uppvärmningen ej skall
gå för hastigt, varigenom den
tidigare omtalade
överhettningen av föremålens tunnare
partier kunde äga rum, avkopplas
samtidigt den elektriska
strömmen till ugnen. Genom
införandet av de kalla föremålen
sjunker då först temperaturen till
ca 720° F (= 383° C) för att
sedan långsamt stiga mot
punkten B. där en något hastigare
stegring vid ca 850° F
(=455° C) indikerar, att
ugnen, föremålen och
termoelementet antagit samma
temperatur.
Så snart denna punkt B
eller »utjämningspunkten» nåtts,
slås uppvärmningsströmmen
åter till med så avpassad
styrka, att ugnen och föremålen
upphettas i likformig grad. När
temperaturen därefter når
punkten C, i detta fall vid 1360° F
abc
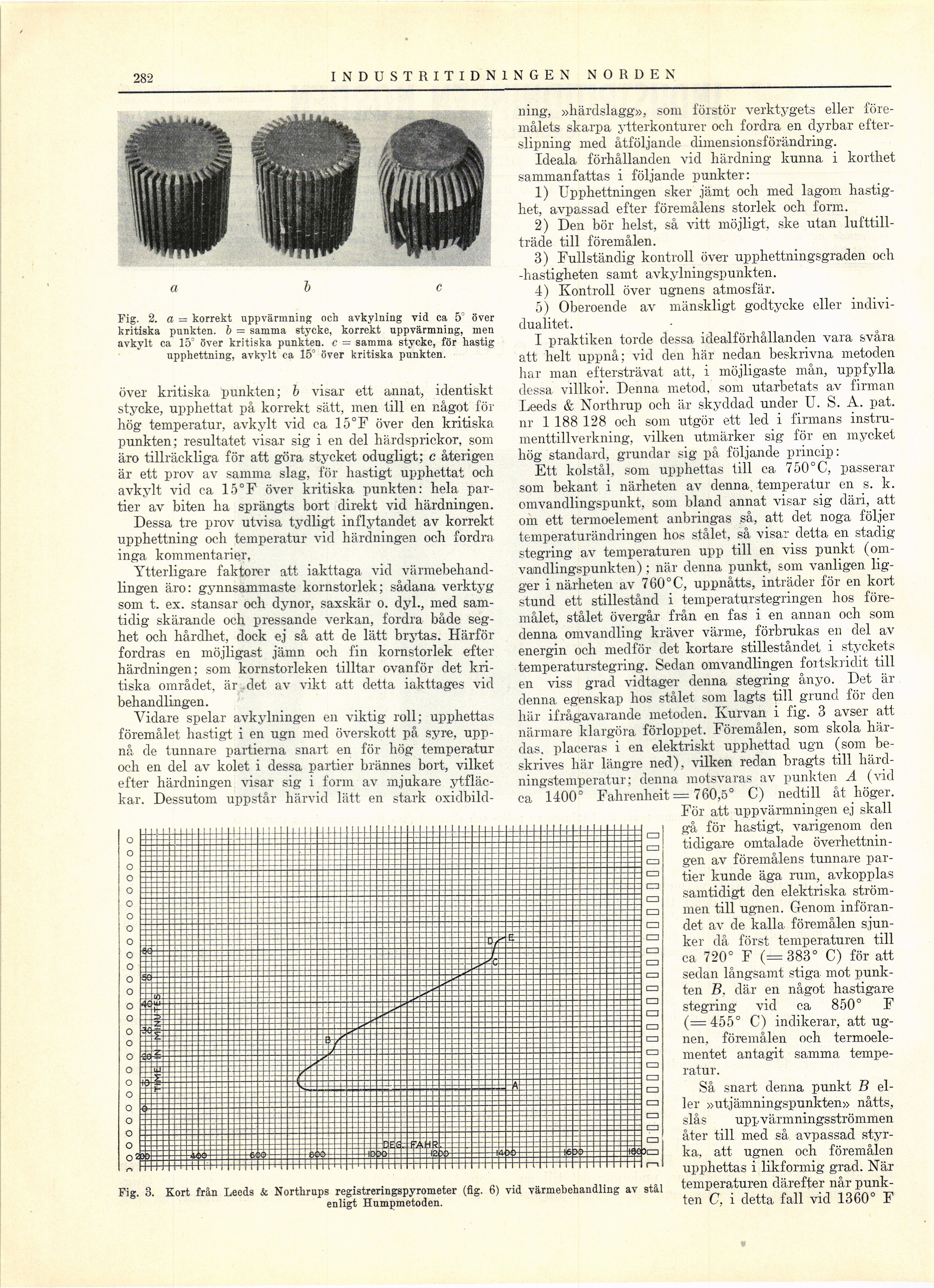
Fig. 2. a = korrekt uppvärmning och avkylning vid ca 5° över
kritiska punkten, b = samma stycke, korrekt uppvärmning, men
avkylt ca 15° över kritiska punkten, c = samma stycke, för hastig
upphettning, avkylt ca 15° över kritiska punkten.
över kritiska punkten; b visar ett annat, identiskt
stycke, upphettat på korrekt sätt, men till en något för
hög temperatur, avkylt vid ca 15°F över den kritiska
punkten; resultatet visar sig i en del härdsprickor, som
äro tillräckliga för att göra stycket odugligt; c återigen
är ett prov av samma slag, för hastigt upphettat och
avkylt vid ca 15°F över kritiska punkten: hela
partier av biten ha sprängts bort direkt vid härdningen.
Dessa tre prov utvisa tydligt inflytandet av korrekt
upphettning och temperatur vid härdningen och fordra
inga kommentarier.
Ytterligare faktorer att iakttaga vid
värmebehandlingen äro: gynnsammaste kornstorlek; sådana verktyg
som t. ex. stansar och dynor, saxskär o. dyl., med
samtidig skärande och pressande verkan, fordra både
seghet och hårdhet, dock ej så att de lätt brytas. Härför
fordras en möjligast jämn och fin kornstorlek efter
härdningen: som kornstorleken tilltar ovanför det
kritiska området, är.clet av vikt att detta iakttages vid
behandlingen.
Vidare spelar avkylningen en viktig roll; upphettas
föremålet hastigt i en ugn med överskott på syre,
uppnå de tunnare partierna snart en för hög temperatur
och en del av kolet i dessa partier brännes bort, vilket
efter härdningen visar sig i form av mjukare
ytfläc-ka.r. Dessutom uppstår härvid lätt en stark oxidbild-
Fig. 3. Kort från Leeds k Northrups registreringspyrometer (fig. 6) vid värmebehandling av stål
enligt Humpmetoden.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}