
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
397 INDU STRITIDN INGEN NORDEN
riedel. För upptagning av leran användes
olika slags grävmaskiner eller exkavatorer.
Dylika äro emellertid lönande endast vid
stordrift. I Sverige torde 2—3 milj. sten
vara den minsta årsproduktion, som
erfordrats härför. I regel äro också bruk av
denna storlek försedda med dylika
maskiner. Dessutom äro storföretagen utrustade
med olika slags transportanordningar.
Det har redan nämnts, att tillverkningen
i Tyskland, om än mycket växlande i olika
delar av landet, i genomsnitt kan pågå minst
5—6 månader vid torkning i torklador,
samt ytterligare ett par månader, om
torkrummen äro anordnade i ugnsbyggnaden.
Drift hela året om förekommer vid de större
bruken, som äro försedda med torkugnar.
Antalet av dessa uppgick redan 1895 till
ungefär 1/5 av alla. Beträffande England
kan man av en jämförelse mellan ugnarnas
och maskinernas veckokapacitet samt
årstill-verkningen se, att tillverkningen måste vara
igång i genomsnitt 7 % månader om året
och troligen längre.
I vårt land förekommer däremot tillverkning året
om endast i undantagsfall. Vidare är clen
genomsnittliga säsongtiden av klimatiska orsaker avsevärt kortare
än i Tyskland. Vid de flesta bruken torde torkning ej
kunna pågå mer än från mitten av maj till mitten av
september, medan bränningen fortgår så länge lagret
av torkade produkter varar. Dessa lager måste dock
därvid omflyttas och lagras (rumskjutning), vilket
fördyrar tillverkningen. På en del håll t. ex. Skåne,
börjar säsongen redan i början av maj och varar således
cirka 5 mån. A^id fabriker som tillämpa
Svedalasystemet, torde torkningen i regel kunna fortgå större delen
av oktober, varför säsongen vid dylika fabriker, såvida
de ej drivas året om, blir ungefär 6 månader i Skåne
och 5 i mellersta Sverige. Enligt clen officiella
statistiken är genomsnittliga dagsverksantalet per arbetare
160 dagar vid bruk, som tillverka vanligt tegel, och
275 vid de skånska bruk, som bearbeta stenkolsfältens
leror.
I Danmark är klimatet något gynnsammare än i
Skåne; praktiskt taget alla bruk äro i gång maj—sept.,
medan hälften drives även i april och oktober. Den
genomsnittliga säsongtiden är således ungefär 6 månader.
Under december—mars ligger, liksom i vårt land,
driften nere utom vid 5—10 % av företagen.
Nödvändigheten att koncentrera driften till några få
månader är givetvis en stor olägenhet, varmed den
svenska tegelindustrin har att kämpa. Amorteringen av
byggnader och maskiner blir mera kännbar. Ännu
värre äro emellertid svårigheterna med arbetskraften.
Större delen av arbetsstyrkan måste på hösten avskedas.
Bibehåller man den mest kvalificerade under vintern,
kan den ej fullt utnyttjas, utan en del av lönerna
denna tid måste räknas som kostnad för
arbetsstam-mens kvarhållande. Under alla förhållanden blir man
tvungen att varje år nyanställa en hel del personal och
kan därvid ofta ej få samma arbetare som föregående
år. Detta leder till en början till en minskad
produktivitet och lägre kvalitet på tillverkningen, då en del
arbeten först efter några veckors övning kunna
utföras tillfredsställande. I Danmark sysselsättes under
vintern ca % av arbetarna. Motsvarande siffra för vårt
land torde vid tillverkning av icke eldfasta produkter
vara ungefär densamma, möjligen något lägre.
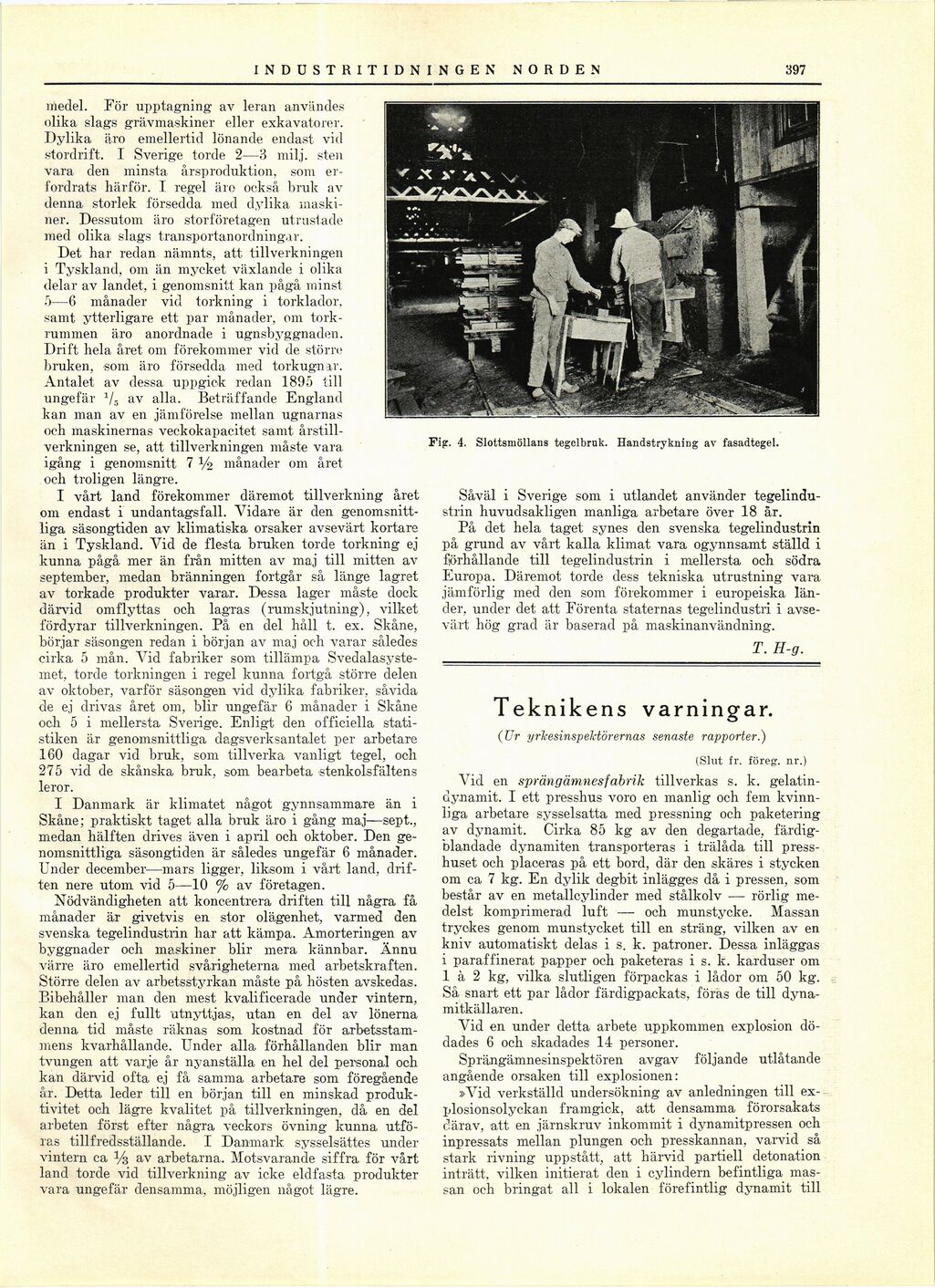
Fig. 4. Slottsmöllan tegelbruk. Handstrykning av fasadtegel.
Såväl i Sverige som i utlandet använder
tegelindustrin huvudsakligen manliga arbetare över 18 år.
På det hela taget synes den svenska tegelindustrin
på grund av vårt kalla klimat vara ogynnsamt ställd i
fjörhållande till tegelindustrin i mellersta och södra
Europa. Däremot torde dess tekniska utrustning vara
jämförlig med den som förekommer i europeiska
länder, under det att Förenta staternas tegelinclustri i
avsevärt hög grad är baserad på maskinanvändning.
T. H-g.
Teknikens varningar.
(Ur yrlcesinspelciörernas senaste rapporter.)
(Slut fr. föreg, nr.)
Vid en sprängämnesfabrik tillverkas s. k.
gelatin-dynamit. I ett presshus voro en manlig och fem
kvinnliga arbetare sysselsatta med pressning och paketering
av dynamit. Cirka 85 kg av den degartade,
färdig-blandade dynamiten transporteras i trälåda till
presshuset och placeras på ett bord, där den skäres i stycken
om ca 7 kg. En dylik degbit inlägges då i pressen, som
består av en metallcylinder med stålkolv — rörlig
medelst komprimerad luft — och munstycke. Massan
tryckes genom munstycket till en sträng, vilken av en
kniv automatiskt delas i s. k. patroner. Dessa inläggas
i paraffinerat papper och paketeras i s. k. karduser om
1 à 2 kg, vilka slutligen förpackas i lådor om 50 kg.
Så snart ett par lådor färdigpackats, föras de till
dynamitkällaren.
Vid en under detta arbete uppkommen explosion
dödades 6 och skadades 14 personer.
Sprängämnesinspektören avgav följande utlåtande
angående orsaken till explosionen:
»Vid verkställd undersökning av anledningen till
explosionsolyckan framgick, att densamma förorsakats
därav, att en järnskruv inkommit i dynamitpressen och
inpressats mellan plungen och presskannan, varvid så
stark rivning uppstått, att härvid partiell detonation
inträtt, vilken initierat den i cylindern befintliga
massan och bringat all i lokalen förefintlig dynamit till
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}