
Full resolution (JPEG) - On this page / på denna sida - Sidor ...
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Framställning och mätning av låga tryck (vakuumteknik)
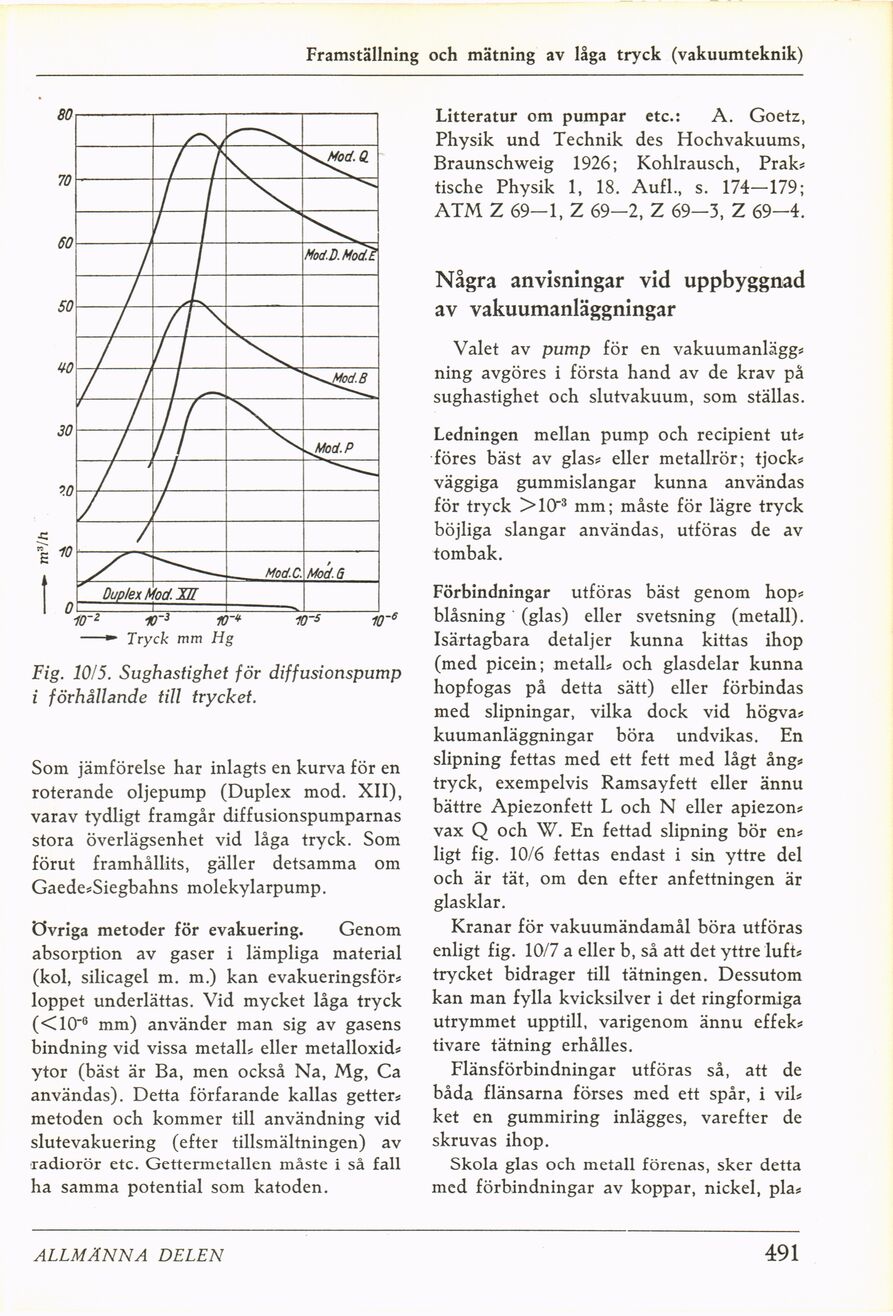
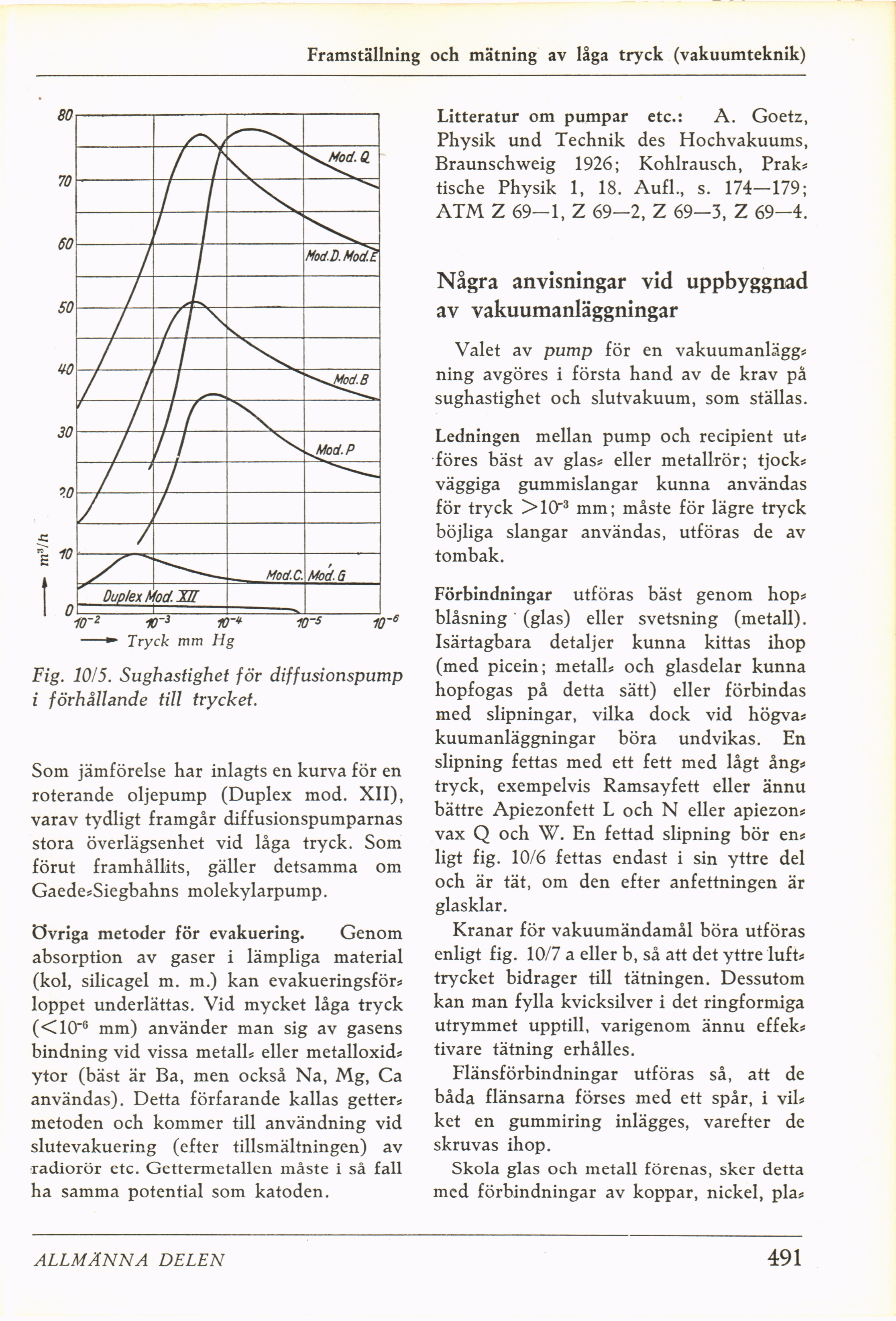
-"" Tryck mm Hg
Fig. 10/5. Sughastighet för diffusionspump
i förhållande till trycket.
Som jämförelse har inlagts en kurva för en
roterande oljepump (Duplex mod. XII),
varav tydligt framgår diffusionspumparnas
stora överlägsenhet vid låga tryck. Som
förut framhållits, gäller detsamma om
Gaede*Siegbahns molekylarpump.
övriga metoder för evakuering. Genom
absorption av gaser i lämpliga material
(kol, silicagel m. m.) kan evakueringsför*
loppet underlättas. Vid mycket låga tryck
(<10"6 mm) använder man sig av gasens
bindning vid vissa metalls eller metalloxid*
ytor (bäst är Ba, men också Na, Mg, Ca
användas). Detta förfarande kallas getter*
metoden och kommer till användning vid
slutevakuering (efter tillsmältningen) av
radiorör etc. Gettermetallen måste i så fall
ha samma potential som katoden.
Litteratur om pumpar etc.: A. Goetz,
Physik und Technik des Hochvakuums,
Braunschweig 1926; Kohlrausch, Prak*
tische Physik 1, 18. Aufl., s. 174—179;
ATM Z 69-1, Z 69-2, Z 69-3, Z 69-4.
Några anvisningar vid uppbyggnad
av vakuumanläggningar
Valet av pump för en vakuumanlägg*
ning avgöres i första hand av de krav på
sughastighet och slutvakuum, som ställas.
Ledningen mellan pump och recipient ut*
föres bäst av glas* eller metallrör; tjock*
väggiga gummislangar kunna användas
för tryck >10"3 mm; måste för lägre tryck
böjliga slangar användas, utföras de av
tombak.
Förbindningar utföras bäst genom hop*
blåsning (glas) eller svetsning (metall).
Isärtagbara detaljer kunna kittas ihop
(med picein; metall* och glasdelar kunna
hopfogas på detta sätt) eller förbindas
med slipningar, vilka dock vid högva*
kuumanläggningar böra undvikas. En
slipning fettas med ett fett med lågt ång*
tryck, exempelvis Ramsayfett eller ännu
bättre Apiezonfett L och N eller apiezon*
vax Q och W. En fettad slipning bör en*
ligt fig. 10/6 fettas endast i sin yttre del
och är tät, om den efter anfettningen är
glasklar.
Kranar för vakuumändamål böra utföras
enligt fig. 10/7 a eller b, så att det yttre luft*
trycket bidrager till tätningen. Dessutom
kan man fylla kvicksilver i det ringformiga
utrymmet upptill, varigenom ännu effek*
tivare tätning erhålles.
Flänsförbindningar utföras så, att de
båda flänsarna förses med ett spår, i vil*
ket en gummiring inlägges, varefter de
skruvas ihop.
Skola glas och metall förenas, sker detta
med förbindningar av koppar, nickel, pla*
ALLMÄNNA DELEN
491
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}