
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
TOLERANSER
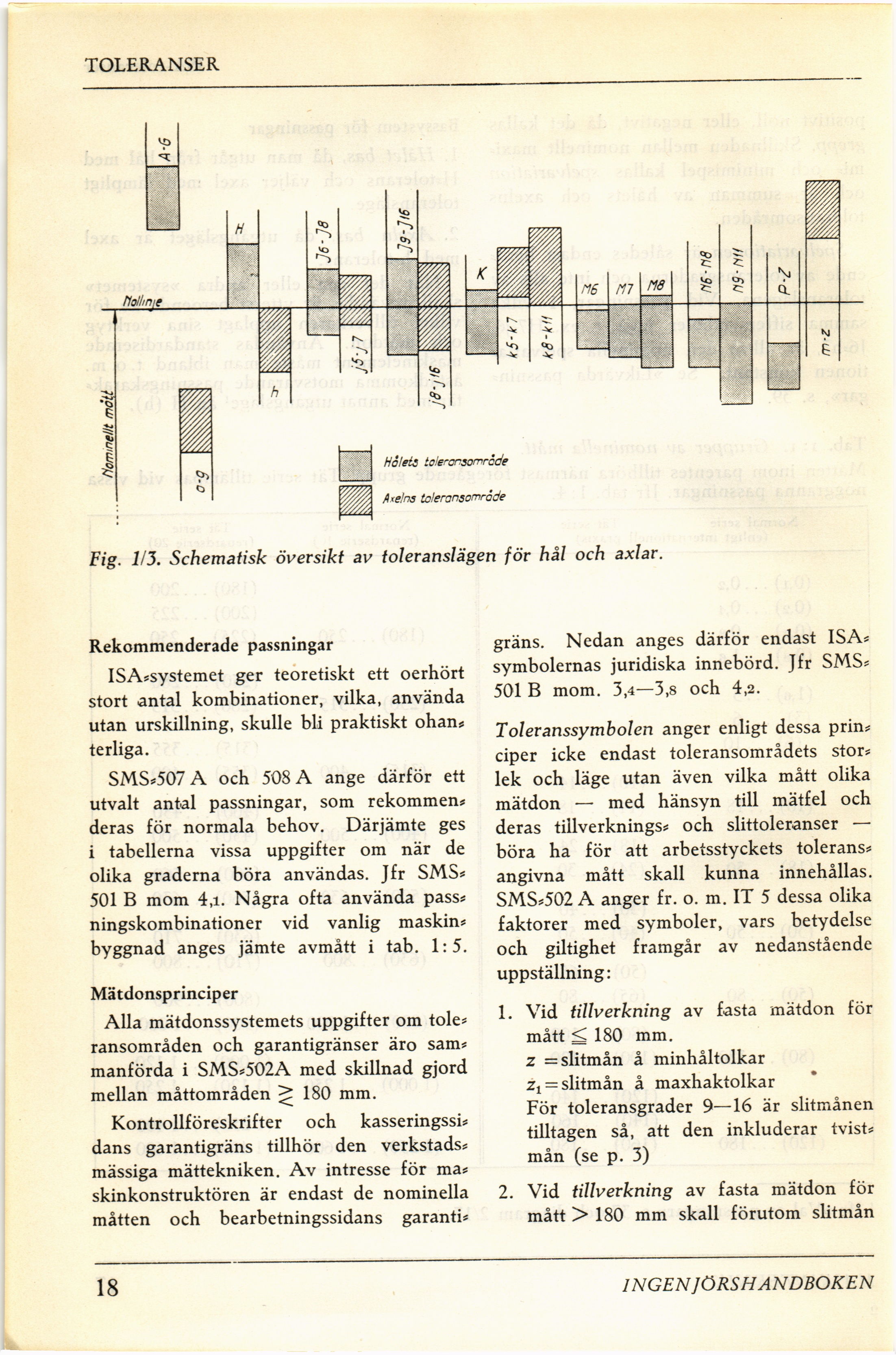
Fig. 1/3. Schematisk översikt av toleranslägen för hål och axlar.
Rekommenderade passningar
ISA*systemet ger teoretiskt ett oerhört
stort antal kombinationer, vilka, använda
utan urskillning, skulle bli praktiskt ohan*
terliga.
SMS*507 A och 508 A ånge därför ett
utvalt antal passningar, som rekommen*
deras för normala behov. Därjämte ges
i tabellerna vissa uppgifter om när de
olika graderna böra användas. Jfr SMS*
501 B mom 4,i. Några ofta använda pass*
ningskombinationer vid vanlig maskin*
byggnad anges jämte avmått i tab. 1:5.
Mätdonsprinciper
Alla mätdonssystemets uppgifter om tole*
ransområden och garantigränser äro sam*
manförda i SMS*502A med skillnad gjord
mellan måttområden ^ 180 mm.
Kontrollföreskrifter och kasseringssi*
dans garantigräns tillhör den verkstads*
mässiga mättekniken. Av intresse för ma*
skinkonstruktören är endast de nominella
måtten och bearbetningssidans garanti*
gräns. Nedan anges därför endast ISA*
symbolernas juridiska innebörd. Jfr SMS*
501 B mom. 3,4—3,8 och 4,2.
Toleranssymbolen anger enligt dessa prin*
ciper icke endast toleransområdets stor*
lek och läge utan även vilka mått olika
mätdon — med hänsyn till mätfel och
deras tillverknings* och slittoleranser —
böra ha för att arbetsstyckets tolerans*
angivna mått skall kunna innehållas.
SMS*502 A anger fr. o. m. IT 5 dessa olika
faktorer med symboler, vars betydelse
och giltighet framgår av nedanstående
uppställning:
1. Vid tillverkning av fasta mätdon för
mått 180 mm.
z =slitmån å minhåltolkar
z1 = slitmån å maxhaktolkar
För toleransgrader 9—16 är slitmånen
tilltagen så, att den inkluderar tvist*
mån (se p. 3)
2. Vid tillverkning av fasta mätdon för
mått >180 mm skall förutom slitmån
18
INGEN ]ÖRS HANDBOKEN
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}