
Full resolution (JPEG) - On this page / på denna sida - Sidor ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Nitförband
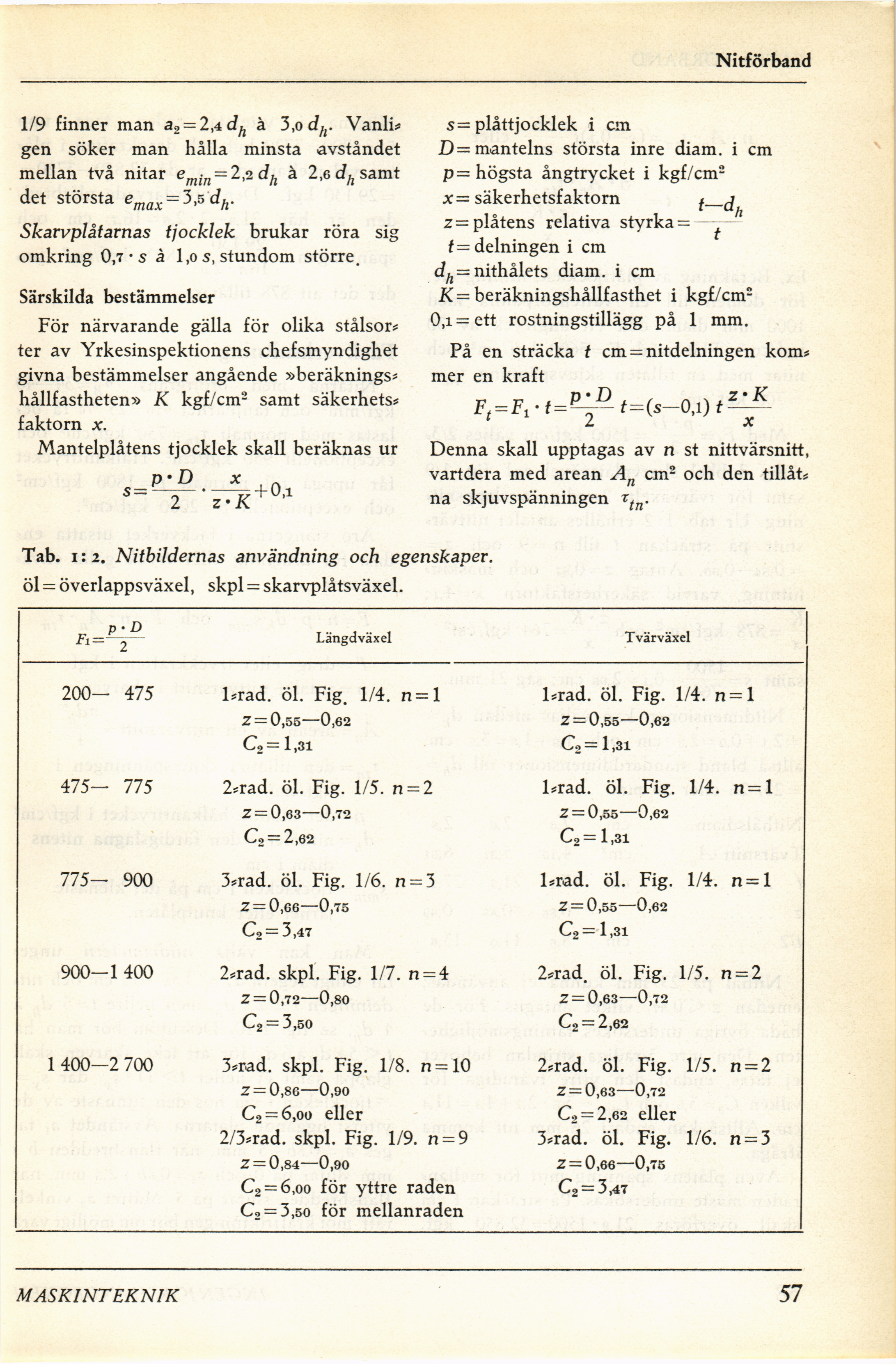
1/9 finner man a, = 2,4^ à 3,odlr Vanli*
gen söker man hålla minsta avståndet
mellan två nitar emin = 2,i dh à 2,6 dh samt
det största emax = l*dh.
Skarvplåtarnas tjocklek brukar röra sig
omkring 0,7 • s à l,os, stundom större.
Särskilda bestämmelser
För närvarande gälla för olika stålsor*
ter av Yrkesinspektionens chefsmyndighet
givna bestämmelser angående »beräknings*
hållfastheten» K kgf/cm2 samt säkerhets*
faktorn x.
Mantelplåtens tjocklek skall beräknas ur
. p-D
s= plåttjocklek i cm
D= mantelns största inre diam. i cm
p= högsta ångtrycket i kgf/cm2
x= säkerhetsfaktorn f_^
z = plåtens relativa styrka = ———
t= delningen i cm
dh = nithålets diam. i cm
K = beräkningshållfasthet i kgf/cm2
0,i= ett rostningstillägg på 1 mm.
På en sträcka t cm = nitdelningen kom*
mer en kraft
z • K
-0,1) t-
z-K
+ 0,i
Denna skall upptagas av n st nittvärsnitt,
vartdera med arean An cm2 och den tillåt*
na skjuvspänningen r(n.
Tab. i: i. Nitbildernas användning och egenskaper.
öl = överlappsväxel, skpl = skarvplåtsväxel.
Fi= p.D 2 Längdväxel Tvärväxel
200- - 475 l*rad. öl. Fig. 1/4. n = l l*rad. öl. Fig. 1/4. n = l
Z = 0,55—0,62 Z = 0,55—0,62
C, = 1,31 Co =1,31
475- 775 2*rad. öl. Fig. 1/5. n = 2 l*rad. öl. Fig. 1/4. n = l
Z = 0,63—0,72 Z = 0,55—0,62
C2 = 2,62 Co = 1,31
775- 900 3*rad. öl. Fig. 1/6. n = 3 l*rad. öl. Fig. 1/4. n=l
Z = 0,66—0,75 Z — 0,55—0,62
Co = 3,47 C2= 1,31
900- -1400 2*rad. skpl. Fig. 1/7. n = 4 2*rad. öl. Fig. 1/5. n = 2
Z = 0,72—0,80 Z = 0,63—0,72
C2 = 3,50 C2 = 2,62
1400- -2 700 3*rad. skpl. Fig. 1/8. n = 10 2*rad. öl. Fig. 1/5. n = 2
Z = 0,86—0,90 Z = 0,63—0,72
C2 = 6,00 eller Co = 2,62 eller
2/3*rad. skpl. Fig. 1/9. n = 9 3*rad. öl. Fig. 1/6. n = 3
Z = 0,84—0,90 Z = 0,66—0,75
C2 = 6,oo för yttre raden C2 = 3,47
Co = 3,50 för mellanraden
MASKINTEKNIK
57
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}